Известны механизмы зажима станка для накатывания шлицев в холодном состоянии, которые выполнены в виде неподвижного центра и подвижного, получающего перемещение от приводного цилиндра и установленного на элементах конструкции станка. Последние жестко соединены со станиной, по направляющим которой перемещается ползуп с пакатной головкой. Вследствие этого ири продольном перемещении ползуна возможно смещение накатной головки с линии центров станка, что снижает точность накатываемых шлицев.
Описываемый механизм отличается от пзвестных тем, что подвижный центр шарнирпо соединен с плунжером приводного цилиндра и расположен в направляющей втулке, закрепленной в накатной головке, для центрирования его в момент и накатывания профиля.
Такое выполнение механизма повышает точность накатывания.
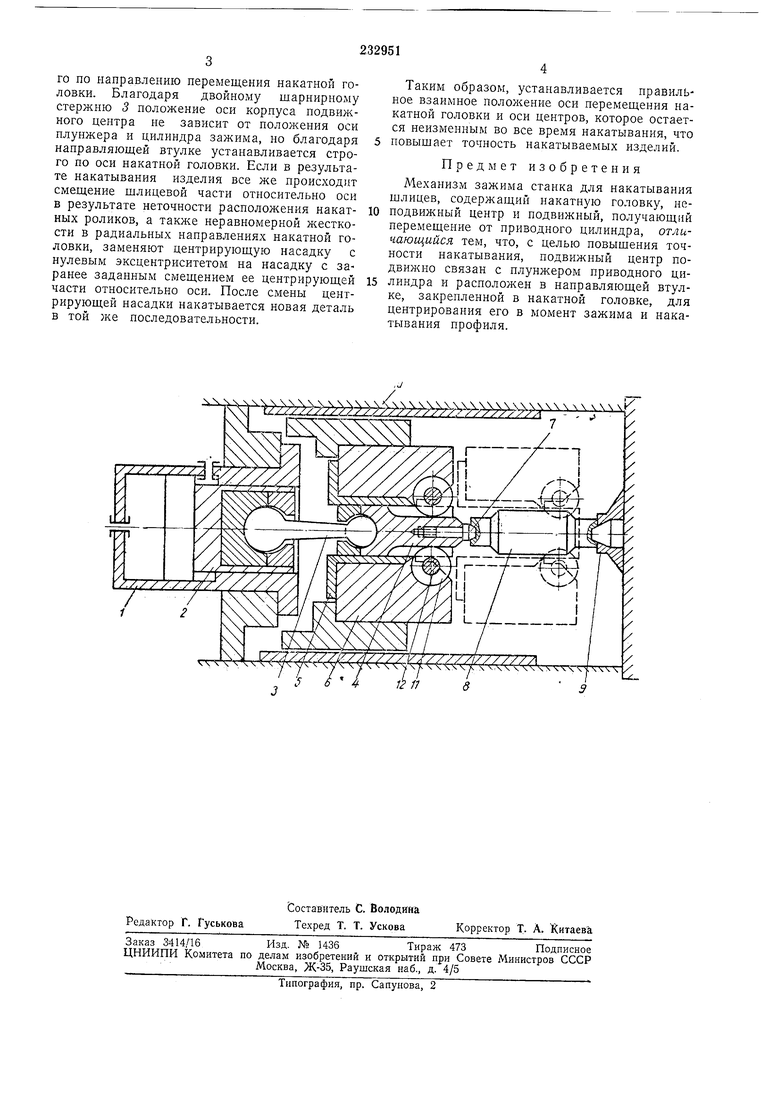
На чертеже изображен предлагаемый механизм.
Механизм станка представляет собой цилиндр / с плунжером 2, соединенным через шарнирный стержень 3, имеющий две шаровые головки, с подвижным центром 4. Последний смонтирован в направляющей втулке 5, жестко соединенной с накатной головкой 6. При накатывании заготовки или ее зажиме корпус центра перемещается в направляющей втулке 5. Возможные ощибки сборки и динамические погрещности компенсируются применением сменной центрирующей насадки 7, которая может иметь некоторый заранее заданный эксцентриситет.
Работает механизм следующим образом. Заготовку 8 устанавливают на опорный
центр 9, подают команду «Зажим детали, и давление, развивающееся в цилиндре зажима, установленном на станине 10, перемещает илунжер, который в свою очередь через щарнирный стер.жень перемещает неносредственно корпус подвижного центра до зажима накатываемой детали сменной центрирующей насадкой. При наладочном режиме насадка ставится с нулевым эксцентриситетом относительно оси. Корпус подвижного центра перемещается по направляющей втулке, смонтированной неподвижно в корпусе многороликовой накатной головки.
После осуществления зажима заготовки начинается рабочий ход, во время которого
накатная головка с накатными роликами //.
сидящими на осях 12, перемещается вдоль
оси заготовки, выкатывая требуемый профиль
го по направлению перемещения накатной головки. Благодаря двойному шарнирному стержню 3 положение оси корпуса подвижного центра не зависит от положения оси плунжера и цилиндра зажима, но благодаря направляющей втулке устанавливается строго по оси накатной головки. Если в результате накатывания изделия все же происходит смещение шлицевой части относительно оси в результате неточности расположения накатных роликов, а такж;е неравномерной л есткости в радиальных направлениях накатной головки, заменяют центрирующую насадку с нулевым эксцентриситетом на насадку с заранее заданным смещением ее центрирующей части относительно оси. После смены центрирующей насадки накатывается новая деталь в той же последовательности.
Таким образом, устанавливается правильное взаимное положение оси перемещения накатной головки и оси центров, которое остается неизменным во все время накатывания, что повышает точность накатываемых изделий.
Предмет изобретения
Механизм зажима станка для накатывания шлицев, содержащий накатную головку, неподвижный центр и подвижный, получающий перемещение от приводного цилиндра, отличающийся тем, что, с целью повышения точности накатывания, подвижный центр подвижно связан с плунжером приводного цилиндра и расположен в направляющей втулке, закрепленной в накатной головке, для центрирования его в момент зажима и накатывания профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРОФИЛЕЙ | 1990 |
|
RU2034676C1 |
| Станок для накатывания шлицев | 1979 |
|
SU841751A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Устройство для продольного накатывания профилей | 1983 |
|
SU1164953A2 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ШЛИЦЕВЫХ ПРОФИЛЕЙ НА ВАЛАХ ПРИ ХОЛОДНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2011 |
|
RU2468879C1 |
| Станок для холодного накатывания зубчатых профилей | 1988 |
|
SU1780910A1 |
| ПРОФИЛЕНАКАТНЫЙ СТАНОК | 2004 |
|
RU2243055C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2113310C1 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
„.
ч X v X у X 7 у
if / / 7J /; (
