Известны вакуумные индукционные печи с керамическим тиглем и вакуумные дуговые печи с расходуемым электродом. Емкость индукционных печей ограничивается, главным образом, трудностями в получении проч-ных керамических тиглей на большие емкости, особенно для работы в вакууме.
Чтобы получить в вакуумной дуговой печи крупный слиток, требуется исходная заготовка больших размеров. Для .производства таких заготовок необходимо мощное плавильное и кузнечное оборудование. Кроме того, при отливке 1СЛИТКОВ в дуговых вакуумных печах увеличение диаметра расходуемого электрода и веса слитка затрудняет получение заготовки однородного химического состава и структуры сплава.
Вакуумная индукционная установка для отливки слитков и деталей с непрерывной подачей заготовки отличается тем, что для получекия крупных высококачественных слитков в ее камере установлено несколько плавильных редукторов, которые могут работать поочередно и одновременно. Кроме того, установка снабжена вакуумной камерой затрузки, состояпдей отдельных секций, а также подогреваемой индуктором и охлаждаемой водой формой или кристаллизатором с механизмом вытяжки.
рывного плавления небольших мерных заготовок. При этом отливка обладает высокой химической однородностью и мелкозернистым строением.
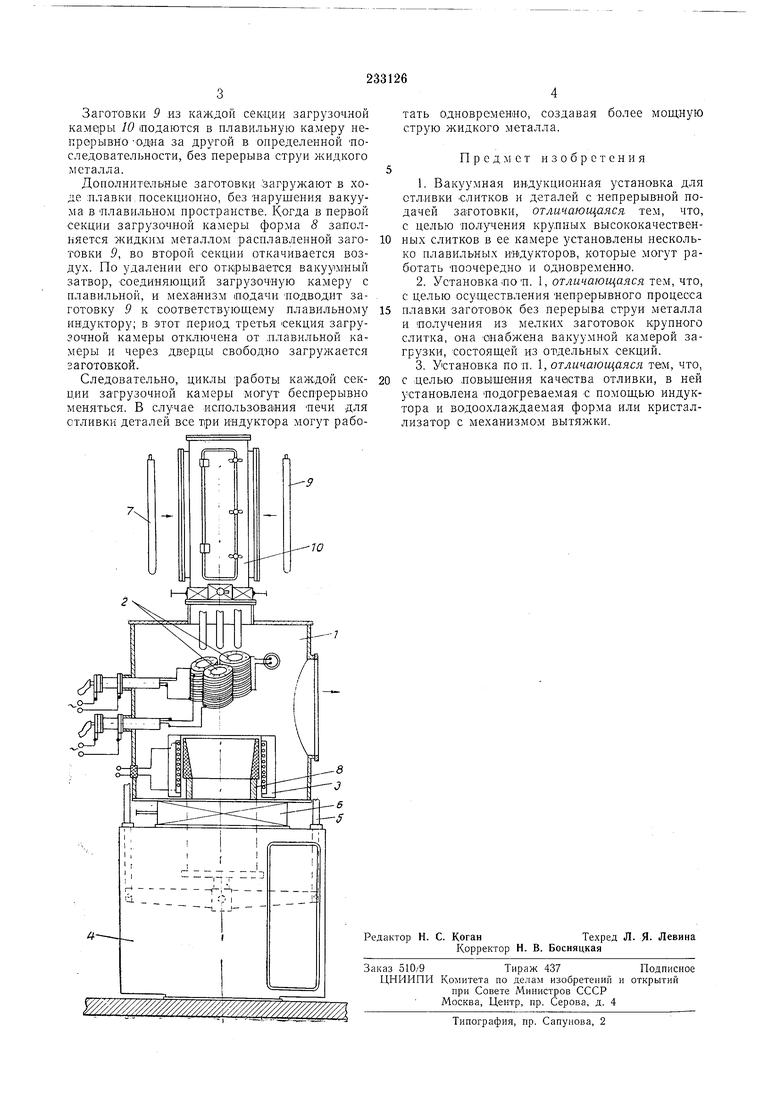
На чертеже показана схема предложенной установки.
В плавильной камере / размещаются три плавильных индуктора 2, получающих электропитание от машинных генераторов позышенной частоты, и один индуктор 3, работающий от промышленной сети с частотой 50 гц. для перемешивания расплава или подогрева формы. Заготовки подаются к плавильным пндукторам автоматически специальными механизмами. В камере выгрузки 4 расположен механизм подъема и опускания излол ннцы или формы. В случае плавки в водоохлаждаемом кристаллизаторе механизм 5 вытягивает слиток.
Камера выгрузки отсекается от плавильной камеры вакуумным затвором 6. Слиток пли отливка из камеры 4 выгружается через дверцу.
Вакуум в установке создается стандартными насосами БНМ-4500, ВН-4, ВН-6. Заготовка 7 равно: ерно подается в индуктор 2, питаемый током повышенной частоты, где она постепенно расплавляется, и жидкий металл стекает в общую форму 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ РЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2426804C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЕВОЙ МАТРИЦЫ С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ | 2015 |
|
RU2595084C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| ВАКУУМНЫЙ ДУГОВОЙ ГАРНИСАЖНЫЙ АГРЕГАТ | 2008 |
|
RU2394925C2 |
| СПОСОБ ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ "КАРУСЕЛЬНАЯ ПЛАВКА И ДОННЫЙ СЛИВ - КПДС" | 2002 |
|
RU2291209C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ | 2015 |
|
RU2618038C2 |
| Способ получения электродов из сплавов на основе алюминида титана | 2016 |
|
RU2630157C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2010 |
|
RU2451758C1 |
| Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 | 2019 |
|
RU2719051C1 |
