Известны устройства для ориентации резьбовых деталей с разными шагами резьб на концах, содержащие установленные на плите каретку с ползушкой, реечный механизм поворота приемника и резьбовой ролик.
Описываемое устройство отличается от известных тем, что оно снабжено механизмами подачи шпилек к резьбовому рол.ику, .поворота шпилек и отсекания их.
Механизм подачи шпилек к резьбовому ролику выполнен в виде подвижной каретки с пазом и осью, имеюшей в нижней части упор и ввернутый в «ее палец с роликом.
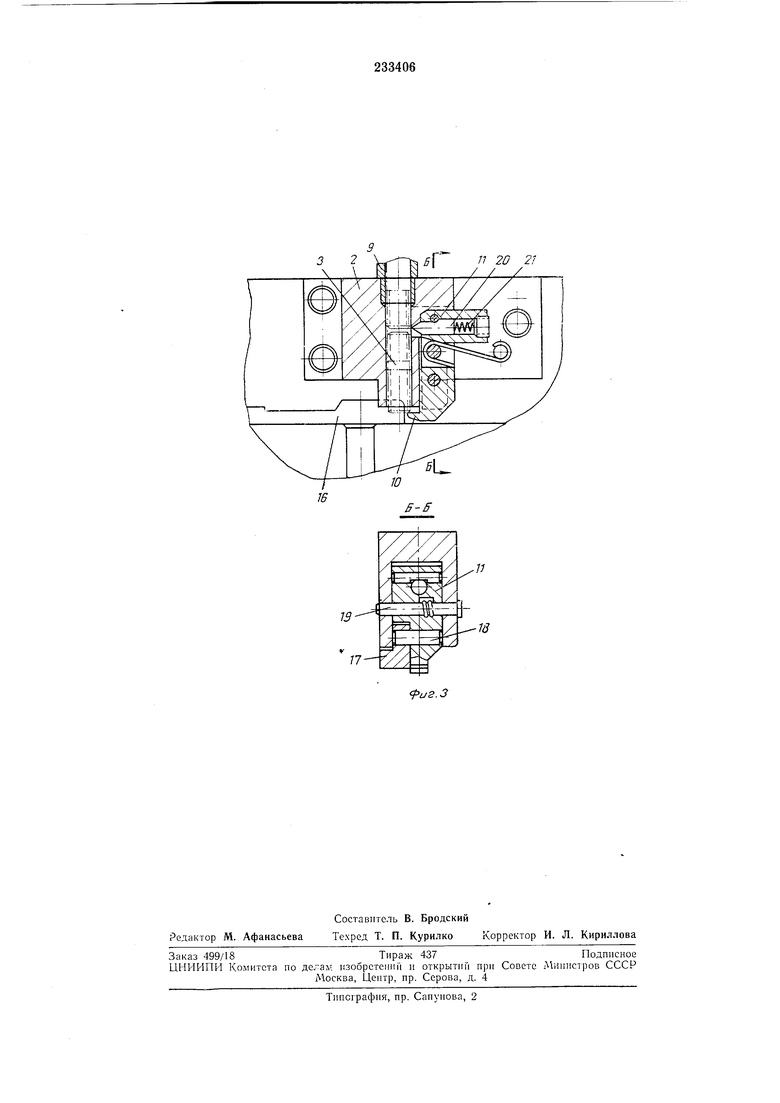
Механизм поворота шпилек содержит установленные в корпусе рейку и валик-шесте1рню с окном для западания шпилек. Механизм отсекания шпилек содержит державку с выступом и каретку с упором.
Такое конструктивное выполнение устройства позволяет автоматизировать процесс ориентации.
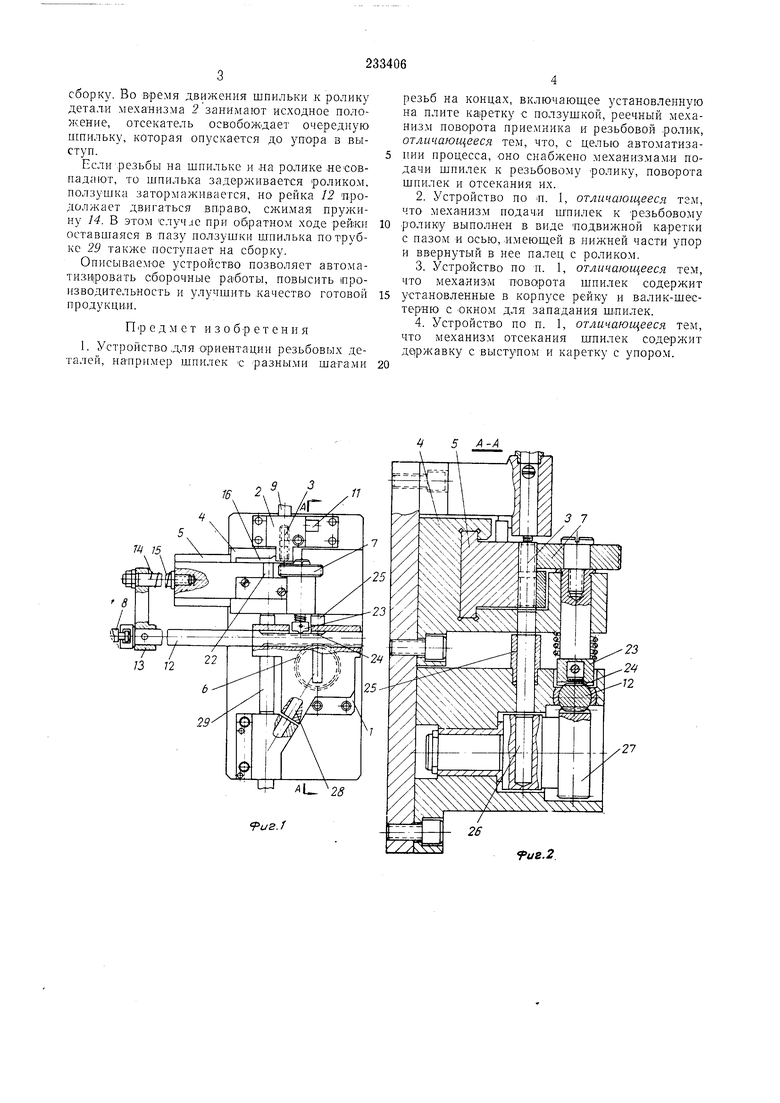
На фиг. 1 схематически изображено описываемое ус-пройство; «а фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - механизм отсекания шпилек.
Устройство для автоматической ориентации шпилек состоит ив корпуса /, механизма 2 отсекания шпилек 3, каретки 4 с ползушкой 5, реечного механизма 6 поворота, резьбового ролика 7 и привода 8.
Шпильки 3, падлелчашие ор1 снтации. из бункорного накопителя поступают по трубке 9 в механизм 2 отсекания, где удерживаютсп выступом 10 державки 11. При движении рейки 12 механизма 6 вправо начинает двигаться ползушка 5, перемещаемая рычагом 13, сидяшим на рейке 12 и сжимающим пружину М надетую на ось 15. Укрепленный на -ползушке ; упор )б, нажимая через собачку 17, сидящую
на оси 18, на державку //, поворачивает ее относительно оси 19 п выводит выступ 10 изпод шпильки 3. Последняя, опускаясь, упирается в ползушку 5. При повороте державки 11 подпружиненный отсекатель 20, перемещаемый пружиной 21, задерживает следующую шпильку 3. Шпилька 3 западает в паз 22 ползушки 5 и переносится вправо к резьбовому ролику 7, который, вращаясь, совершает колебательное движение в oceвo иаправлсНИИ за счет взаимодействуя упора 23 с гребенкой 24 рейки 12. В случае совпадения резьбы на шпильке и на ролике шпилька проходит между роликом и ползушкой вправо и проваливается по трубке 25 s окно 26 валика-шсстерни 27, сцепленного с рейкой 12, расположенное в этот момент вертикально.
При движении рейки /2 в обратном направлении валик-шестерня 27 новорачивается, окно 26 располагается наклонно, шнилька высборку. Во время движения шпильки к ролику детали механизма 2 занимают исходное положение, отсекатель освобождает очередную шпильку, которая опускается до упора в выступ.
Если резьбы на шпильке и на ролике .несовпадают, то шпилька задерживается роликом, ползушка затормаживается, но рейка 12 продолжает двигаться вправо, сжимая пружину 14. В этом случле при обратном ходе рейки оставшаяся в пазу иолзушки шпилька по трубке 29 также поступает на сборку.
Описываемое устройство позволяет автоматизировать сборочные работы, повысить производительность и улучшить .качество готовой продукции.
Предмет изобретения
1. Устройство для ориентации резьбовых деталей, например шпилек с разными шагами
резьб на концах, включающее установленную на плите каретку с ползушкой, реечный механизм поворота приемника и резьбовой ролнк, отличающееся тем, что, с целью автоматизап,ии процесса, оно снабжено механизмами подачи шпилек к резьбовому ролику, поворота шпилек и отсекания их.
2.Устройство по П. 1, отличающееся тем, что механизм подач.и шпилек к резьбовому
ролику выполнен в виде подвижной каретки с пазом и осью, .имеющей в нижней части упор и ввернутый в нее палец с роликом.
3.Устройство по п. 1, отличающееся тем, что механизм поворота шпилек содержит
установленные в корпусе рейку и валик-шестерню с окном для западания шлилек.
4.Устройство по п. 1, отличающееся тем, что механизм отсекания шпилек содержит де|ржавку с выступом и каретку с упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОРИЕНТАЦИИ РЕЗЬБОВЫХ ДЕТАЛЕЙ | 1970 |
|
SU284575A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ГВОЗДЕЙ В МАШИНЫ ДЛЯ ПРИБИВАНИЯ КАБЛУКОВ ИЗНУТРИ | 1937 |
|
SU60708A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для сборки | 1989 |
|
SU1708573A1 |
| Устройство для ориентации резьбовых шпилек | 1977 |
|
SU653085A2 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1512749A1 |
| Устройство для ориентирования при сборке детали типа втулки с боковым отверстием | 1980 |
|
SU946879A2 |
/1 / fus.2
Vi
П 20 21
/ / /
