Известны бойки для ротационного обжатия, которые имеют профиль рабочей полости заходной части в форме усеченного конуса с определенным углом ос. Для лучшего захвата заготовки этнми бойками и повышения скорости обработки необходимо уменьшать угол а, а это приводит к повышению деформируюшего усилия. В очаге деформации с одним усеченным конусом неравномерность объемов металла, перемещаемых в сторону сужения и уширения конуса, с ростом угла а резко возрастает, что препятствует обработке труднодеформпруемых металлов.
Во избежание этого в предлагаемом устройстве профиль заходной части рабочей полости разбит на несколько участков, представляюш;их собой усеченные конуса, образуюш,ие которых пересекаются с осью ручья бойков под разными углами а, оо, ... a,;-i и а„ , находящимися в зависимости один от другого ... а,,.
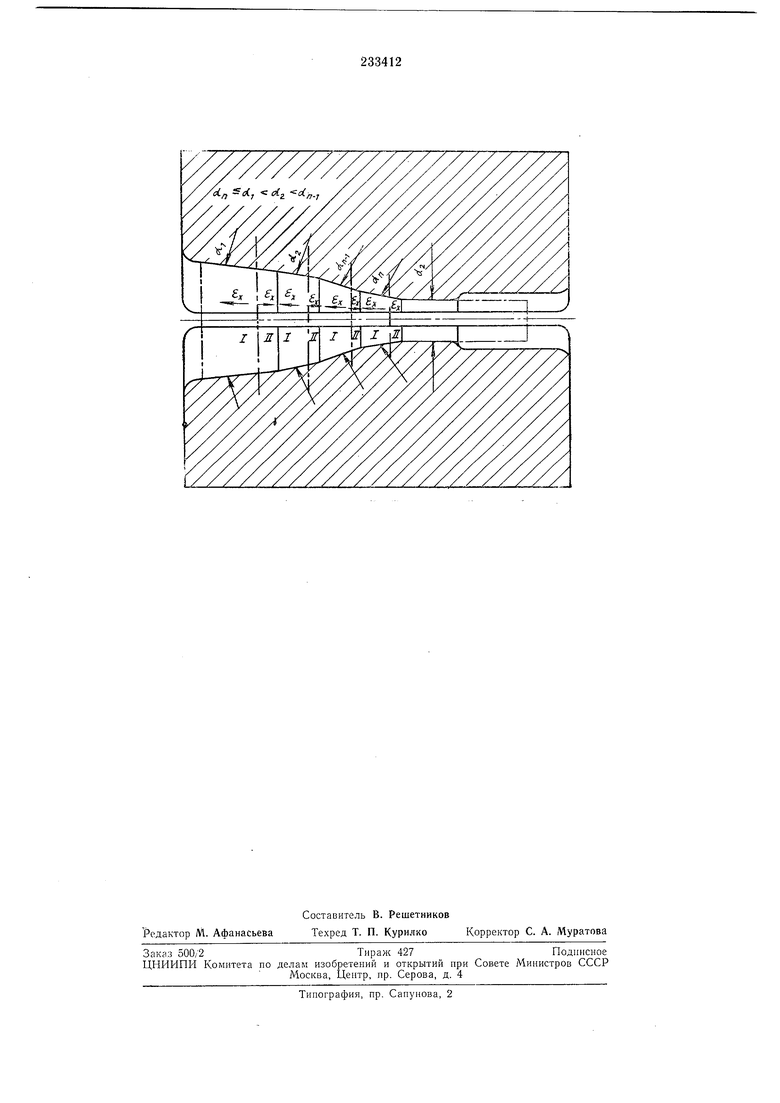
На чертеже дана конструкция предлагаемых нижнего и верхнего бойков. Профиль рабочей
полости бойков представляет собой линию, составленную из пересекающихся прямых, являющихся образующими конусов. Каждый участок имеет две зоны деформации: в зоне 1 обратного истечения деформируемый металл течет в сторону расширения конуса, в зоне // - в сторону сужения конуса.
Предмет изобретения
Бойки для ротационного обжатия с рабочей полостью, содержащей заходную и калибрующую части, отличающиеся тем, что, с целью равномерного распределения объемов деформируемого металла, улучшения условий захвата обрабатываемого изделия и уменьшения деформируЕощих усилий и усилий иодачи, заходная часть выполнена в виде сопрягающихся конических поверхностей с плавно увеличивающимися углами конусности, при этом калибрующая часть соирягается с заходной так же конической поверхностью с углом конусности, меньшим угла конусности ирилегающего участка заходной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бойки для ротационного обжатия | 1980 |
|
SU933170A1 |
| Способ изготовления ствола | 2017 |
|
RU2676936C2 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| Инструмент для ротационной ковки металлов | 1974 |
|
SU496084A1 |
| Способ кузнечной протяжки | 1989 |
|
SU1639861A1 |
| Инструмент для ротационной ковки | 1974 |
|
SU493286A1 |
| Инструмент для радиального обжатия | 1990 |
|
SU1803247A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |