1
Изобретенне относится к области обработки металлов давлением, а именно к ин- струментам для ротационной ковки литых, спеченных и предварительно деформированных заготовок из тугоплавких металлов я сплавов.
Известен инструмент для ротационной ковки металлов, представляющий собой пару , рабочий канал каждого из которых состоит из заходного и калибрующего участ ков.За проход известного инструмента для ротационной ковки металлов имеет невысокая степень деформации металла, что является следствием неблагоприятной схемы напряженно-деформированного состояния. Качество получаемого при этом издёяия низкое.
Целью изобретения является увеличение обжатия за проход и улучшение качества изделия путем создания спиралеобразной волокнистой структуры металла.
Для этого инструмент для ротационной ковки металлов состоит из пары бойков, конический заходной участок которых имеет винтообразную нарезку, сопряженную с калибрующим участком, состоящим из двух зон, образованных волнообразной поверхностью, при этом профиль одной из зон выполнен по удлиненной экспоненте и приподнят по вьгсоте относительно уровня другой зоны.
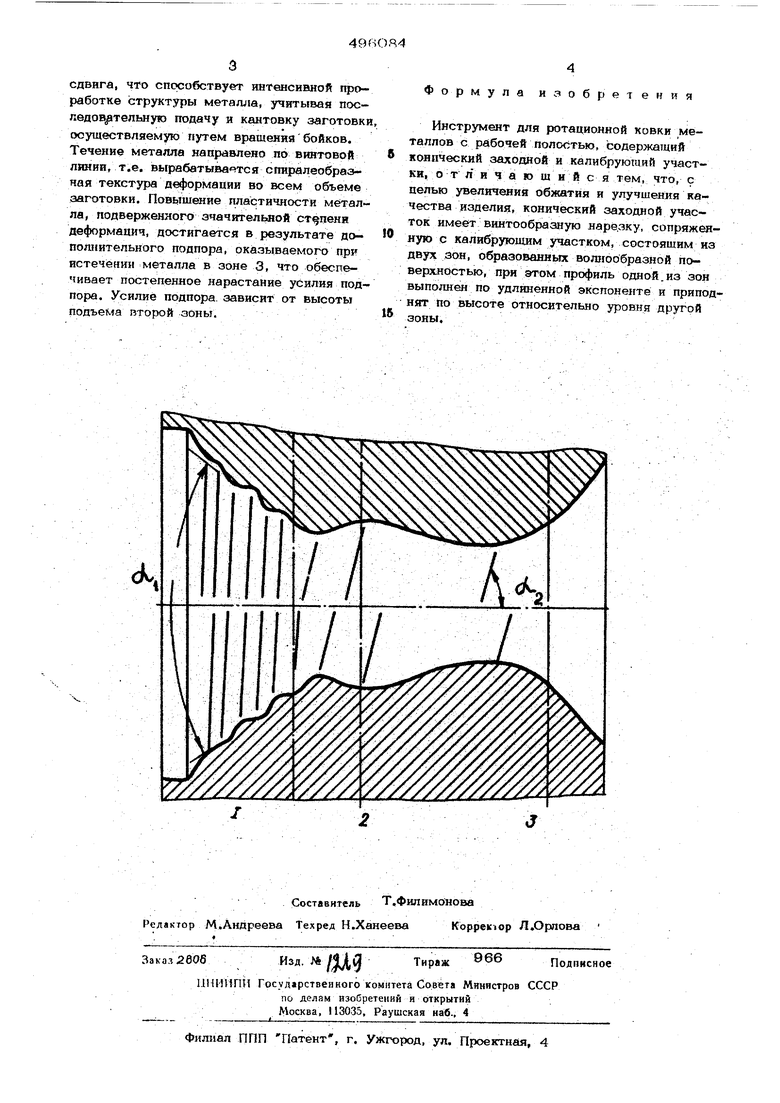
На чертеже схематично изображен предлагаемый инструмент. Он содержит конический заходНой участок 1 с винтообразной нарезкой; одну зону 2 калибрующего участка, образованную волнообразной поверхностью выпуклого профиля, и другую зону 3 калибрующего участка, волнообразная поверхность которого имеет экспоненциальный профиль.
Заготовку обычным способом задают в конический захэдной участок 1, где вследствие вогнуто-выпуклого профиля винтообразной нарезки металл подвержен анаконерёменным Напряжениям/ что препятствует :образоваНйЮ поверхностных дефектов и способствует повышению пластичности металла.
В результате наклона волнообразных поверхностей в зонах 2, 3 калибрующего учаска развиваются, дополнительные плоскости
сдвига, что спсхзобствует интенсивной проработке структуры металла, учитывая поспвдов 1тельнуго подачу и кантовку заготовки осуществляемую путем вращения бойков. Течение металла направлено по винтовой линии, т.е. вырабатываятся спиралеобразная текстура деформации во всем объеме заготовки. Повышение пластичности металла, подверженного значительной степени деформация, достигается в результате дополнительного подпора, оказываемого при истечении металла в зоне 3, что обеспечивает постепенное нарастание усилия подпора. Усилие подпора, зависит от высоты подъема второй зоны.
Формула изобретения
Инструмент для ротационной ковки металлов с рйбочей Полостью, содержащий конический заходной и калибрующий участки, о т л и ч а ю щи И с я тем, что, с целью увеличения обжатия и улучшения качества изделия, конический заходной участок имеет винтообразную нарезку, сопряженную с калибрующим участком, состояшим из двух зон, образованньи волнообразной поверхностью, при этом профиль одной.из зон выполнен по удлиненной экспоненте и приподнят по высоте относительно уровня другой зоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ротационной ковки | 1974 |
|
SU493286A1 |
| Способ ковки металлов и сплавов | 1977 |
|
SU725769A1 |
| Бойки для ротационного обжатия | 1980 |
|
SU933170A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| Способ ковки трудноформируемых металлов и сплавов | 1974 |
|
SU569361A1 |
| Инструмент для радиального обжатия | 1989 |
|
SU1690939A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2042465C1 |
| Способ получения проката из труднодеформируемых и тугоплавких металлов и сплавов | 1977 |
|
SU732041A1 |
| Способ радиальной ковки | 1988 |
|
SU1637926A1 |
