Известиа формующая головка к экструдеру, включающая корпус с расположенным внутри дорнодержателем, на хвостовик которого насажена подвижная торпеда, выполненная в виде расширяющегося конуса и образующая с корпусом конический кольцевой зазор. В конструкции головки, выполненной согласно предлагаемому изобретению, между подвижной конической торпедой и передним торцом хвостовика дорнодержателя расположена полость, сообщающаяся каналами с внещн1 м источником несжимаемой среды, например жидкости, благодаря чему можно поддерживать постоянное давление на входе в головку.
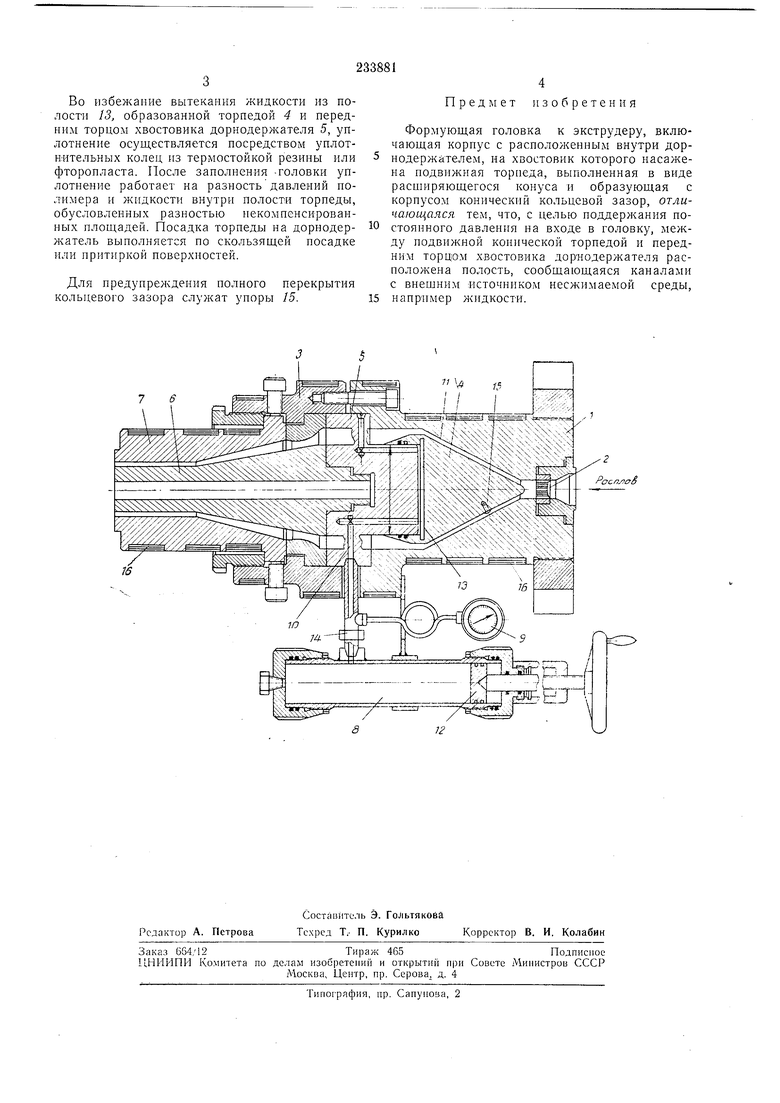
На чертеже изображена головка в разреае, общий вид.
Головка имеет присоединительный корпус J, решетку и пакет фильтрующих сеток 2, ци.линдр 3, подвижную ториеду 4, дорнодержатель 5 с хвостовиком, дорн 6, матрицу 7, специальный гидроцилиндр 8 с ручным либо механическим приводом, манометр 9, каналы 10, проходящие внутри дорнодержателя 5, кольцевой зазор 11, иорщень 12, полость 13, кран 14 и упоры 15.
рубашки для охлаждения (при переработке резины).
Работа головки осуществляется следующим образом.
Расплав термопласта или резиновая смесь иодается червяко.м из экструдера и, пройдя пакет сеток 2 с решеткой, попадает в кольцевой зазор 11, образуемый подвижной торпедой 4 и корпусом /. Под давлением полимера
торпеда 4 стремится пepe(ecтlIтьcя вперед по ходу массы, передавая на несжимаемую жидкость в полости 13 давление, величина которого регистрируется маномером 9 и может быть изменена только оператором, в то.м числе на ходу мащины посредством перемещения поршня 12 гидроцилиндра 8. Поршень 12 имеет малый диаметр, вследствие чего требуются небольшие усилия для его перемещения. Пройдя через регулируемый зазор, полимер, как и
в прямоточных головках, проходит дорнодержатель и в зазоре между дорном 6 и матрицей 7 образует трубчатую заготовку. Таким образом, нарастание давлеиня по мере заполнения полимером головки может быть зафикспровано и заппсано прнборами.
После отыскання оптимального сопротивления посредство.м перемещения поршня 12 гидроцилиндра 5 и изменения зазора можно от ключпть краном 14 гидроцилиндр 8 для уменгВо избежание вытекания жидкости из полости 13, образованной торпедой 4 и передним торцом хвостовика дорнодержателя 5, уплотнение осуш,ествляется посредством уплотнятельных колец из термостойкой резины или фторопласта. После заполнения -головки уплотнение работает на разность давлений нолимера и жидкости внутри полости торпеды, обусловленных разностью некомпенсированных площадей. Посадка торпеды на дорнодержатель выполняется по скользящей посадке или притиркой поверхиостей.
Для предупреждения полного перекрытия кольцевого зазора служат упоры 15.
Предмет изобретения
Формующая головка к экструдеру, включающая корпус с расположенным внутри дорнодержателем, на хвостовик которого насажена подвижная торпеда, выполненная в виде расширяющегося конуса и образующая с корпусом конический кольцевой зазор, отличающаяся тем, что, с целью поддержания постоянного давления на входе в головку, между подвижной конической торпедой и передним торцом хвостовика дорнодержателя расположена полость, сообщающаяся каналами с внешним источником несжимаемой среды, например жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для PEГУJ^ИPOBAHИЯ ДАВЛЕНИЯ в ГОЛОВКЕ ЭКСТРУДЕРА | 1968 |
|
SU219163A1 |
| Экструзионная головка | 1973 |
|
SU466119A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1976 |
|
SU740318A1 |
| ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЭКСТРУЗИИ ПОЛИМЕРНЫХИЗДЕЛИЙ | 1971 |
|
SU288994A1 |
| Экструзионная головка | 1984 |
|
SU1224834A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| Экструзионная головка для изготовления полимерных трубчатых изделий | 1980 |
|
SU889453A1 |
| ГОЛОВКА ЭКСТРУДЕРА | 1972 |
|
SU350593A1 |
| Экструзионная головка | 1985 |
|
SU1319085A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПОТОКА РАСПЛАВА ПОЛИМЕРА В ГОЛОВКЕ ЭКСТРУДЕРА | 1970 |
|
SU268637A1 |
7 6
