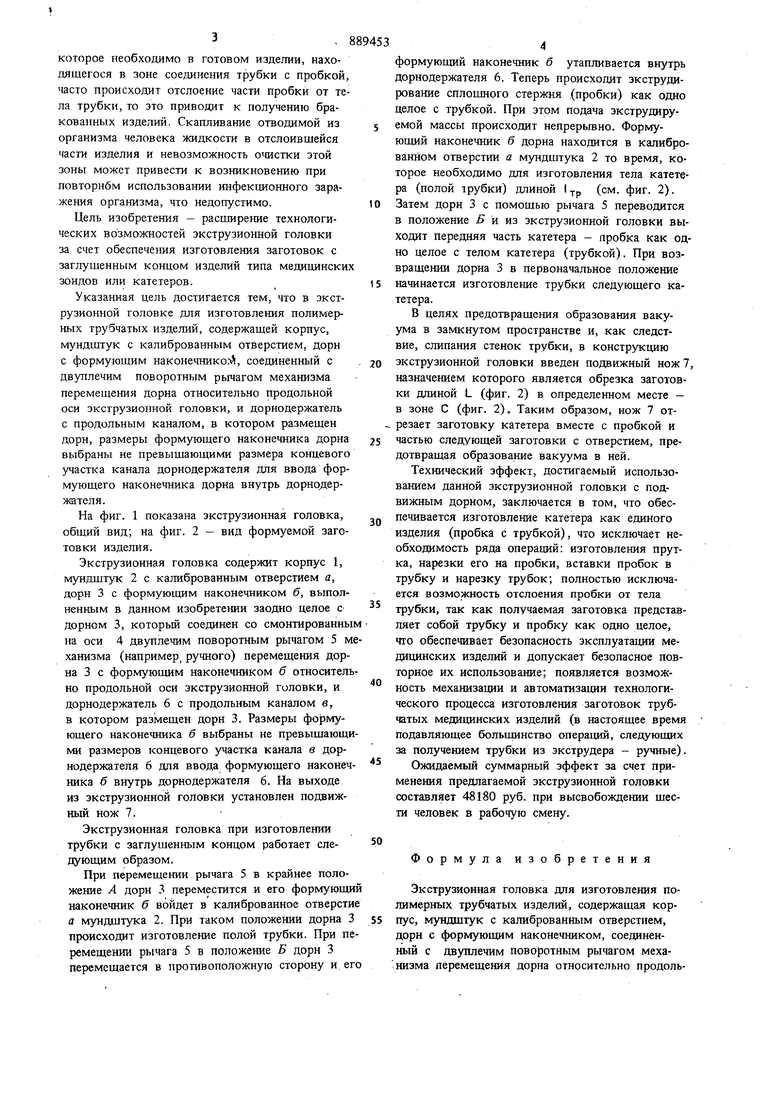
Изобретение относится к промышленности, изготавливающей медицинские изделия, и предназначено для изготовления трубчатых изделий типа медицинских катетеров и зондов из резины и других полимерных материалов путем про давливания предварительно разогретой полимерной массы через калиброванные отверстия на экструдерах. Известна экструзионная головка для изготов ле1шя трубчатых изделий, содержащая корпус, дорн, мунщитук 1 . Недостаток головки заключается в том, что при переходе на другой типоразмер изделия тр буется переналадка экструзионной головки. Наиболее близкой по технической сущности и достигаемому результату к изобретению является экструзионная головка для изготовления полимерных трубчатых изделий, содержащая корпус, мундштук с калиброванным отверстием, дорн с формующим наконечником, соединенный с двуплечим поворотным рычагом механизма перемещения дорна относительно продольной оси экструзионной головки, и дорнодержатель с продольным каналом, в котором размещен дорн. В данной экструзионной головке формующий наконечник дорна выполнен коническим и смонтирован с возможностью перемещения в калиброванном отверстии мундштука, что позволяет изготавливать разнотолщинные трубчатые изделия 2. К недостаткам экструзионной головки относятся ее ограниченные технологические возможности, так как она не позволяет обеспечить изготовление заготовок изделий типа медицинских катетеров и зондов, представляющих собой полую трубку с заглушенным концом. Выпускаемая из экструзионной головки полая трубка бесконечной длины не может считаться готовой заготовкой и требует введения в техпроцесс ряда дополнительных и осушествляемых сейчас вручную операций. К ним относятся: необходимость введения в техпроцесс операций по изготовлению пробок (заглушек), вставка их в отверстие трубки и приклейка к ней (при этом изделие становится составным); так как в процессе прожига (пробивки) боковою отверстия. 3. которое необходимо в готовом изделии, находящегося в зоне соедине1шя трубки с пробкой, часто происходит отслоение части пробки от тела трубки, то это приводит к получению бракованных изделий. Скапливание отводимой из организма человека жидкости в отслоившейся части изделия и невозможность очистки этой зоны может привести к возникновению при повторнбм использоватши инфекционного заражения организма, что недопустимо. Цель изобретения - расишрение технологических возможностей экструзионной головки за счет обеспече}шя изготовления заготовок с заглушенным концом изделий типа медицински зондов или катетеров. Указанная цель достигается тем, что в экструзионной головке для изготовления полимерных трубчатых изделий, содержащей корпус, мундштук с калиброванным отверстием, дорн с формующим наконечникол, соединенный с двуплечим поворотным рычагом механизма перемещения дорна относительно продольной оси экструзионной головки, и дорнодержатель с продольным каналом, в котором размещен дорн, размеры формующего наконечника дорна выбраны не превыщающими размера концевого участка канала дорнодержателя для ввода формующего наконечника дорна внутрь дорнрдержат:еля. На фиг. 1 показана экструзионная головка, общий вид; на фиг. 2 - вид формуемой заготовки изделия. Экструзионная головка содержит корпус 1, мундщтук 2 с калиброванным отверстием а, дорн 3 с формующим наконечником б, выполненным в данном изобретении заодно целое с дорном 3, которьш соединен со смонтированны на оси 4 двуплечим поворотным рычагом 5 м ханизма (например, ручного) перемещения дор на 3 с формующим наконечником б относител но продольной оси экструзионной головки, и дорнодержатель 6 с продольным каналом в, в котором размещен дорн 3. Размеры формующего наконечника б выбраны не превышающ ми размеров концевого участка канала в дорнодержателя 6 для ввода формующего наконеч ника б внутрь дорнодержателя 6. На выходе из экструзионной головки установлен подвижный нож 7. Экструзионная головка при изготовлении трубки с заглушенным концом работает следующим образом. При перемещении рычага 5 в крайнее положение А дорн 3 переместится и его формующ наконечник б войдет в калиброванное отверст а мундштука 2. При таком положении дорна происходит изготовление полой трубки. При п ремещении рычага 5 в положение Б дорн 3 перемещается в противоположную сторону и е формующий наконечник б утапливается внутрь дорнодержателя 6. Теперь происходит экструдирование сплошного стержня (пробки) как одно целое с трубкой. При этом подача экструдируемой массы происходит непрерьгоно. Формующий наконечник б дорна находится в калиброванном отверстии а мундщтука 2 то время, которое необходимо для изготовления тела катетера (полой трубки) длиной ITP (см. фиг. 2). Затем дорн 3 с помощью рычага 5 переводится в положение Б и из экструзионной головки выходит передняя часть катетера - пробка как одно целое с телом катетера (трубкой). При возвращении дорна 3 в первоначальное положение начинается изготовление трубки следующего катетера. В целях предотвращения образования вакуума в замкнутом пространстве и, как следствие, слипания стенок трубки, в конструкцию экструзионной головки введен подвижный нож 7, назначением которого является обрезка заготовки длиной L (фиг. 2) в определенном месте - в зоне С (фиг. 2). Таким образом, нож 7 отрезает заготовку катетера вместе с пробкой и частью следующей заготовки с отверстием, предотвращая образование вакуума в ней. Технический эффект, достигаемый использованием данной экструзионной головки с подвижным дорном, заключается в том, что обеспечивается изготовление катетера как егшного изделия (пробка с трубкой), что исключает необходимость ряда операций: изготовления прутка, нарезки его на пробки, вставки пробок в трубку и нарезку трубок; полностью исключается возможность отслоения пробки от тела трубки, так как получаемая заготовка представляет собой трубку и пробку как одно целое, что обеспечивает безопасность эксплуатации медицинских изделий и допускает безопасное повторное их использование; появляется возможность механизации и автоматизации технологического процесса изготовления заготовок трубчатых медицинских изделий (в настоящее время подавляющее болынинство операций, следующих за получением трубки из экструдера - ручные). Ожидаемый суммарный эффект за счет применения предаагаемой экструзионной головки составляет 48180 руб. при высвобождении щести человек в рабочую смену. Формула изобретения Экструзионная головка для изготовления полимерных трубчатых изделий, содержащая корпус, мундштук с калиброванным отверстием, дорн с формующим наконечником, соединенный с двуплечим поворотным рычагом механизма перемещения дорна относительно продоль588ной оси экструзиониой головки, и дорнодержатель с продольным каналом, некотором размещен дорн, отличающаяся тем, что, с целью расщирения технологических возможностей экструзионной головки за счет обеспечения изготовления заготовок с заглушенным концом изделий типа медицинских зондов или катетеров, размеры формующего наконечника дорна выбраны не превыщающими размера концевого участка канала дорнодержателя для ввода формующего наконечника дерна внутрь дорнодержателя. Источники информации, принятые во внимание при экспертизе 1.Грифф А. Технология экструзии пластмасс. М., Мир, 1965, с. 43. 2.Патент Франции N 1357801, кл. В 29 С, опублик. 1964 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1967 |
|
SU198625A1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
| Экструзионная головка | 1988 |
|
SU1696317A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная установка для формования погонажных изделий из полимеров | 1988 |
|
SU1599232A1 |
| Приспособление для заправки экструдируемой заготовки в тянущее устройство | 1978 |
|
SU716846A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Экструзионная головка для изготовления трубчатых полимерных изделий | 1978 |
|
SU722777A1 |

