Изобретение относится к головке экструдера для формования строительных или теплоизоляционных изделий, например кирпича, известково - кремнеземистых теплоизоляционных изделий, асбестоцементных труб и т. п., и может найти применение на предприятиях промышленности строительных материалов.
Известны головки экструдеров для формования строительных изделий, состоящие из корпуса и матрицы. В теле матрицы предусмотрена кольцевая полость, соед- ненная с трубопроводом для подачи смазывающего агента к поверхности формуемого изделия через внутреннюю стенку матрицы, пустотельный дорн и дорнодержатель с каналами.
Недостатком известного устройства является неравномерность распределения смазывающего агента по поверхности экструдируемого изделия, что снижает эффективность применения смазки. Кроме того, необходимость обработки больщого числа отверстий па внутренней стенке матрицы значительно усложняет технологию изготовления экструдера.
Цель изобретения - обеспечить равномерное распределение смазывающего агента по внещней и внутренней поверхностям формуемого изделия, а также упростить технологию изготовления зкструдера.
ность дорна выполнены из пористого материала, например металлокерамики, а внутренняя полость дорна соединена посредством каналов дорнодержателя с трубопроводом смазывающего агента.
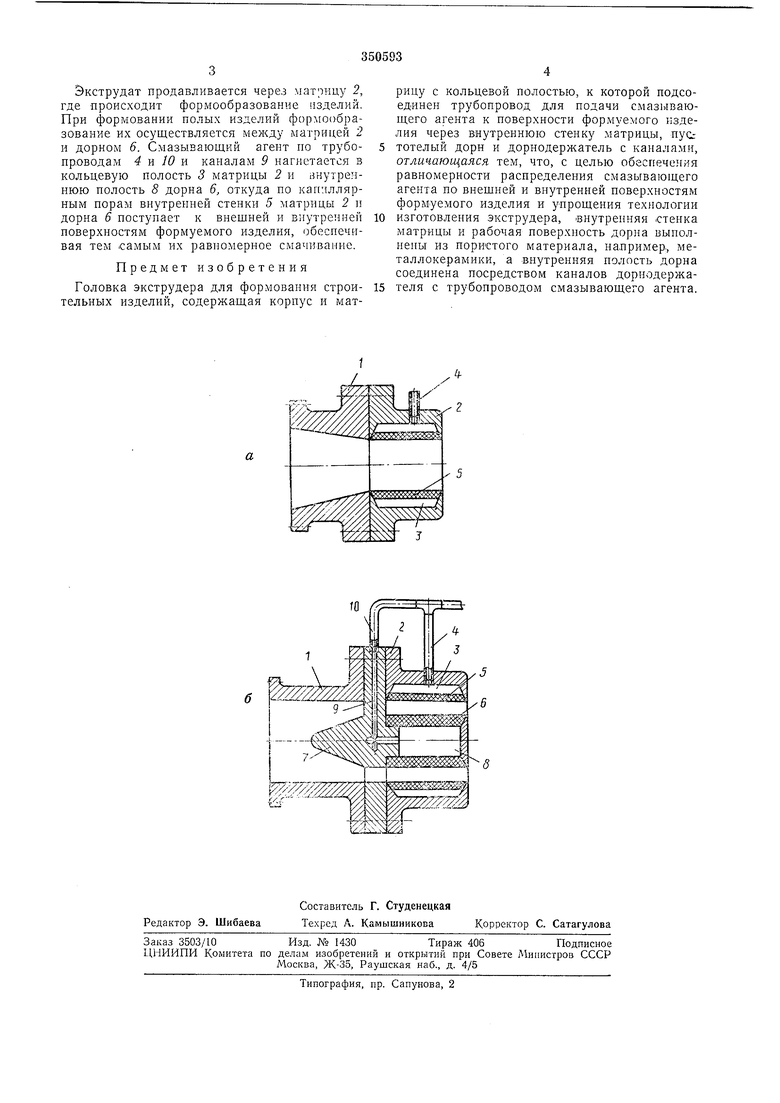
На чертеже изображена голозка экструдера: а - для формования изделий типа бруса; б - для формования изделий типа труб. Головка экструдера для формования строительных и теплоизоляционных изделий состоит из корпуса / и матрицы 2, в которой выполнена кольцевая полость 3, соединенная посредством трубопровода 4 с системой рагнетания смазывающего агента (на чертежах
не показано). Внутреняя стенка 5 лагрицы выполнена из пористого материала, например металлокерамики. Пр.и формовании полых изделий головка дополнительно снабжается пустотелым дорном 6, выполненным также из
металлокерамики. Дорн крепится при помощи дорнодержателя 7, который зажимается в специальной проточке корпуса. Со стороны потока экструдера дорнодержатель иногда заканчивается торпедой, выполненной в виде
конического выступа, который распределяет поток экструдата. Внутренняя полость 8 дорна через каналы 9, выполненные в теле дориодержателя, н трубопровод 10 соединена с системой нагнетания смазывающего агелга.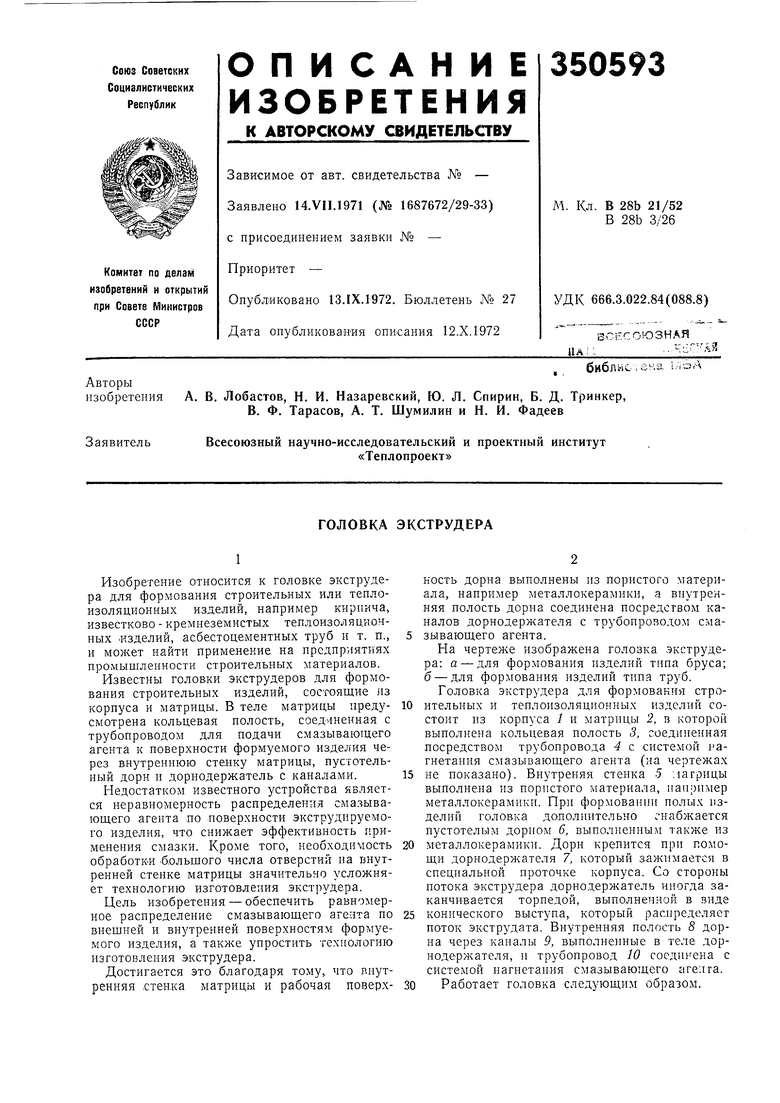
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЭКСТРУЗИИ ПОЛИМЕРНЫХИЗДЕЛИЙ | 1971 |
|
SU288994A1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| Экструзионная головка для изготовления однослойных многоцветных цилиндрических изделий из термопластов | 1972 |
|
SU513866A1 |
