Изобретение относится к переработке термопластов и может быть использовано при экструзионно-вьщувном формовании полых изделий типа буты- лок, канистр, игрушек и т.д.
Цель изобретения - повышение качества получаемых трубчатых изделий и экономия термопластов.
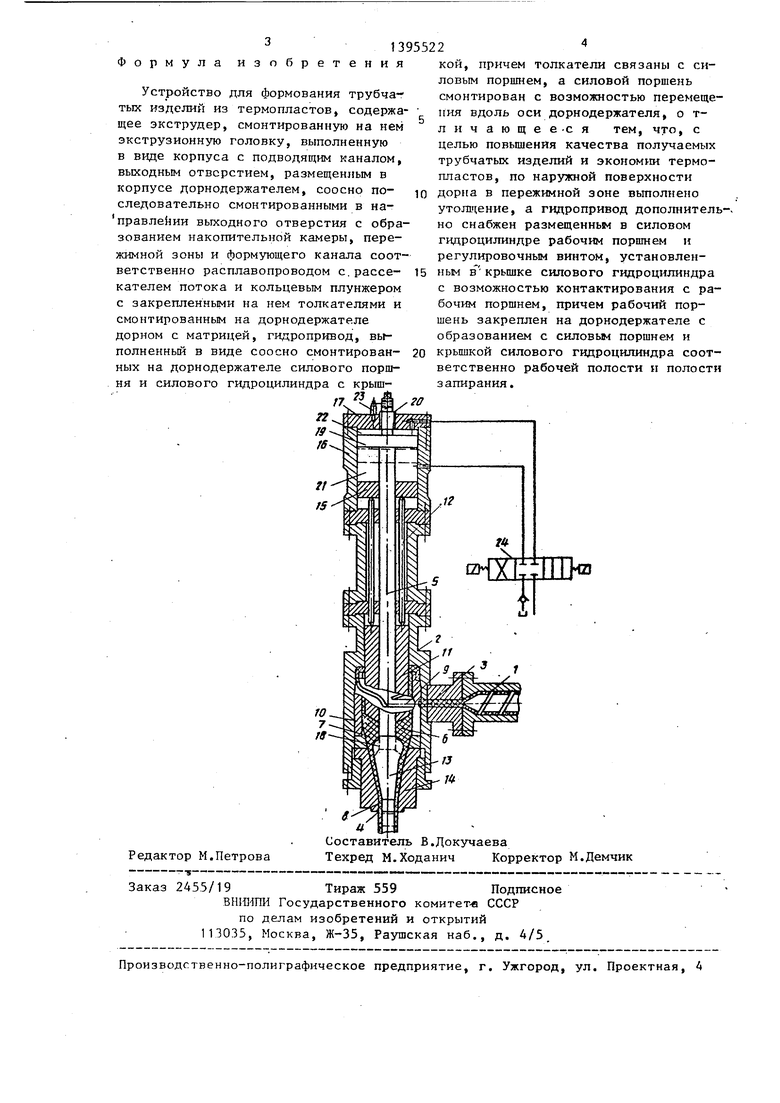
На чертеже изображено устройство для формования трубчатых изделий из термопластов, общий вид,
Устройство для формования трубчатых изделий из термопластов содержит экструдер 1 и смонтированную на нем экструзионную головку. Экструзион ная головка выполнена в виде корпуса 2 с подводящим каналом 3, выходным отверстием 4, размещенным в корпусе 2 дорнодержателем 5,, соосно последо- вательно смонтированными в направлении выходного отверстия 4 с образованием накопительной камеры 6, пере- жимной зоны 7 и кольцевого формующего канала 8 соответственно расплаво- проводом 9 с рассекателем 10 потока и кольдевым плунжером 11 с закрепленными на нем толкателями 12 и смонтированным на дорнодержателе 5 дорном 13 с матрицей 14, Устройство содер- жит гидропривод, выполненный в виде соосно смонтированных на дорнодержателе 5 силового поршня 15 и силового гидроцилиндра 16с крышкой 17. Толкатели 12 связаны с силовым поршнем IS Последний смонтирован с возможностью перемещения вдоль оси дорнодержателя 5. По наружной поверхности дорна 13 в цережимной зоне 7 вьтЬлнено утолщение 18, например сферическое, В варианте выполнения оно может быть эллиптическим, гиперболическим. Гидропривод дополнительно снабжен размещенным в силовом гидроцилиндре 16 рабочим поршнем 1 9 и регулировочным винтом 20, Регулировочный винт 20 установлен в крьшже 17 силового гидрцилиндра 16 с возможностью контактирования с рабочим поршнем 19, кото- рьй закреплен на дорнодержателе 5с образованием с гиловым поршнем 15 и крьпикой 17 силового гидроцилиндра 16 соответственно рабочей полости 21 и полости 22 запирания. Регулировочный винт 20 снабжен указателем 23. Гидропривод снабжен гидрораспредели-- телем 24.
Устройство работает следующим образом.
о
5 0 5 0 c 0 5 о
5
Из экструдера 1 пластицированвый термопласт подается в экструзионную головку и через расплавопровод 9 и рассекатель 10 потока попадает в накопительную камеру 6. В момент набора расплава термопласта в накопительную камеру 6 гидрораспределитель 24 направляет рабочую жидкость в полость 22 запирания из рабочей полости 21 на слив. Рабочий поршень 19 прижимает дорн 13 посредством дорнодержателя 5 к матрице 14, запирая тем самым накопительную камеру 6. За счет давления, создаваемого раст плавом термопласта в накопительной камере 6, кольцевой плунжер 11 поднимается вверх, приводя посредством толкателей 12 силовой поршень 15 в движение, а жидкость из рабочей полости 21 силового-гидроцилиндра 16 вытесняется на слив. После набора определенного количества расплава термопласта в накопительной камере 6 гидрораспределитель 24 переключает направление движения рабочей жидкости. Рабочая жидкость под давлением подается в рабочую полость 21 силового гидро1щлиндра 16, а из полости 22 запирания направляется на слив. .За счет давления, создаваемого в рабочей полости 21 силового гидроцилиндра 16, рабочий ползшень 19 поднимается вверх до упора, образованного регулировочным винтом 20, положение которого фиксируется указателем 23, открывая тем самым накопительную камеру 6, Силовой поршень 15 силового гидроцилиндра 16 посредством толкателей 12 приводит в движение кольцевой плунжер 11. Последний вытесняет расплав термопласта из накопительной камеры 6 через- пережимную зону 7, образованную, например, сферическим утолщением 18 дорна 13 и матрицей 14. Величина открытия пере- жимной зоны 7 устанавливается регулировочным винтом 20. Далее расплав термопласта вьщается через -кольцевой формующий канал 8 в виде трубчатого изделия. Затем цикл повторяется.
Таким образом, предлагаемое устройство позволяет повысить качество получаемых трубчатых изделий и снизить потери термопласта, является универсальным устройством, позволяющим перерабатьшать различные термопласты без замены формующего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами | 1980 |
|
SU963872A1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| ФОРМУЮЩАЯ ГОЛОВКА К ЭКСТРУДЕРУ | 1969 |
|
SU233881A1 |
Изобретение относится к области переработки термопластов. Цель изобретения - повышение качества получаемых трубчатых изделий и экономия термопластов. Устройство для формования трубчатых изделий из термопластов содержит экструдер и экструзией- ную головку. В корпусе головки соос- но последовательно смонтированы рас-. плавопровод с рассекателем потока и кольцевым плунжером с толкателями и дорн с матрицей. Они смонтированы с образованием соответственно накопительной камеры, пережимной зоны и кольцевого формующего канала. Устройство содержит гидропривод. Он выполнен в виде силового поршня и силового гидроцилиндра. Силовой поршень закреплен на дорнодержателе. Последний размещен в корпусе головки. Дорн также закреплен на дорнодержателе. Толкатели связаны с силовым поршнем. Последний смонтирован с возможностью перемещения вдоль оси дорнодержателя. По наружной поверхности дорна в пережимной зоне выполнено утолп ение. Гидропривод дополнительно снабжен рабочим поршнем и регулировочным винтом. Регулировочный винт установлен с возможностью контактирования с рабочим поршнем. Он закреплен на дорнодержателе с образованием рабочей полости и полости запирания. Расплав термопласта подается в экструзионную головку. Затем он поступает в накопительную камеруо Рабочий поршень поднимается вверх до упора, .обр азованного регулировочным винтом. Накопительная камера открьтается. Силовой поршень посредством толкателей приводит в движение кольцевой плунжер. Последний вытесняет расплав термопласта через пережимную зону, затем он вы- давливается через кольцевой формующий канал в виде трубчатого изделия. 1 ил. 05 CD сл ел ю tc
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3801254, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
