Известна формующая головка для экструзии полимерных изделий, содержащая расположенные в корпусе матрицу и дорнодержатель с укрепленным в нем дорном, коническая часть которого образует с корпусом сужающийся в направлении течения материала зазор, переходящий в формующую щель между матрицей и выходным концом дорна.
В головке, выполненной согласно изобретению, поперечное сечение конической части дорна уменьщается по направлению к его выходному концу, снабл еиному пазами, между которыми расположены отверстия для подвода сжатого воздуха. Сечения конической части дорна плоскостями, перпендикулярными продольиой оси головки, иредставляют собой овалы. Перед выходным концом дорна на корпусе укреплены регулировочные пластины. Благодаря таким конструктивным отличиям можно изготовлять снабженные внутренними полостями изделия, наружный контур которых образован сторонами неравной длины .
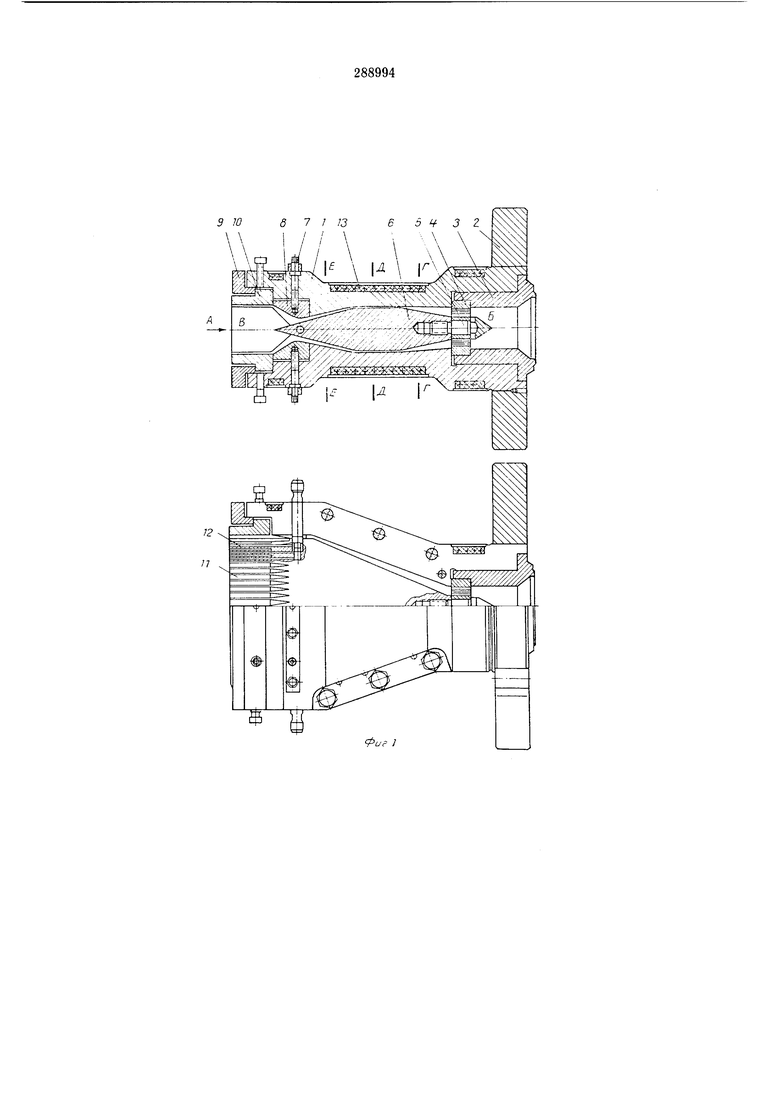
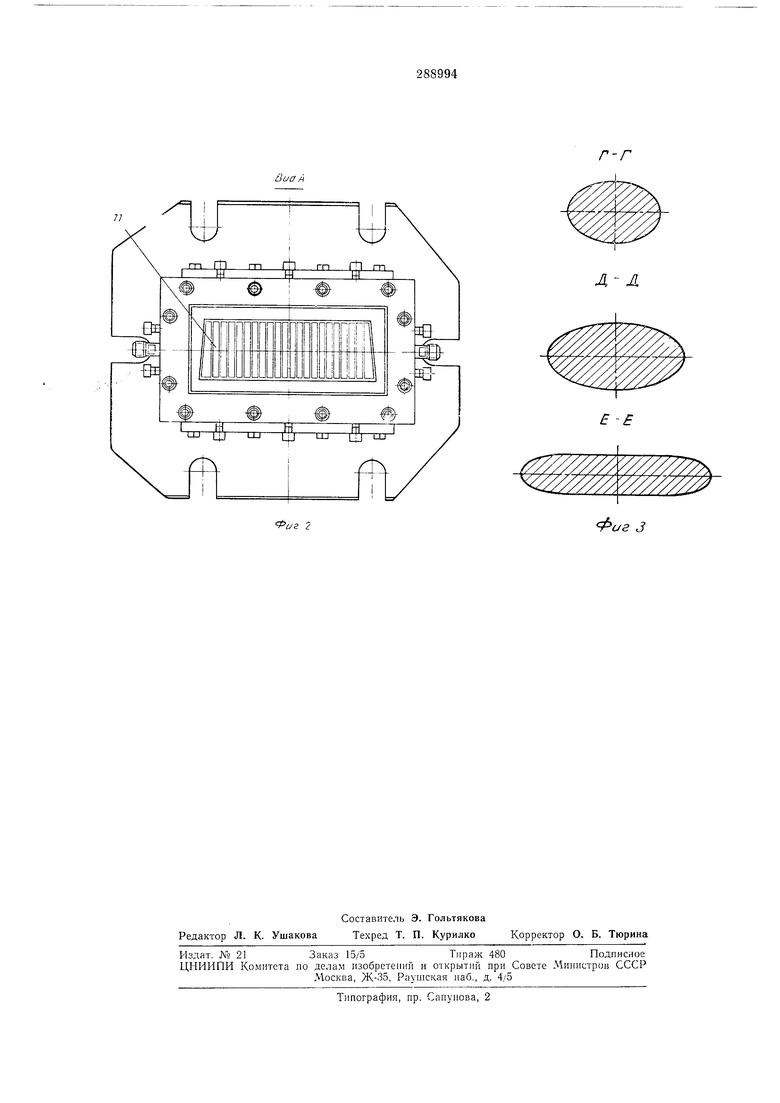
На фиг. 1 изображена предлагаемая формующая головка в дву.х ироекциях; на фиг. 2 - вид ио стрелке А на фиг. 1; на фиг. 3 - сечеиия конической части дорна плоскостями, периендикулярными продольной оси головки, на фиг. 1.
переходник 3, решетка 4, в которой при помощи дорнодержателя 5 центрируется дорн 6, представляющий собой сплющенную торпеду с конической передней частью, расщиряющейся от зоны подпора Б по иаправленню к зоне формования В. Внутренняя полость корпуса на той же длине также расширяется по направлению к зоне формирования В массы. Сеченпе дорна в плоскостп, параллельной плоскостям изделия, уменьшается по направлению к зоне формования В массы. Сечения дорна илоскостями, перпендикулярными продольной оси головки в иределах его конической частп, представляют собой овалы, большая ось которых параллельна большей стороне сечения (см. сечения Г-Г, Д-Д и Е-Е на фиг. 1 и 3).
К корпусу при помощи юстпровочных болтов 7 крепятся пластины 8 для регулпрова1П1Я потока расплава. При помощи регулировочных болтов и щайбы 9 в корпусе установлена матрица 10. Торец выходного конца дорна 5 снабжен пазами //, форма которых соответствует профилю внутренних полостей изделия. Между иазами // расположены отверстия 12 для иодвода воздуха. Для ноддержаиия постоянной температуры головка снабжена электронагревателями 13. Головка работает следующим образом.
Расплав из цилиндра экструдера через переходник 3 и решетку 4 попадает в зону подпора Б. Масса фильтруется, проходя решетку 4 с сетками, создаюш.ими дополнительное сопротивление, способствующее дальпейшей гомогенизации и обусловливаюш,ее дополнительный прогрев потока массы. После решетки масса попадает в конический кольцевой канал, образованный дорном 6 и корпусом / головки, который обеспечивает перераспределение массы после решетки 4 из круглого кольцевого сечення в прямоугольное, способствуя дальнейшей ее пластикации. При последующем движении масса с одинаковой обьемной скоростью, постоянной температурой и вязкостью заполняет пазы // дориа и зазор между матрицей 10 и дорном 6 (см. фиг. 2), образуя изделие коробчатого сечения, наружный контур которого имеет стороны неравной длины с внутренними полостями.
Для предотвращения получения изделий с шероховатой поверхностью перед зоной формования В нрц помощи болтов установлены регулировочные пластины 8, посредством которых можно выравнивать скорость истечения массы, регулируя живое сечение потока.
Через отверстия 12 дорна 6 в полости изделия для его охлаждения, калибровки полостен и предотвращения сплющивания последних подается сжатый воздух.
Предмет изобретения
5 1. Формующая головка для экструзии полимерных изделий, содержащая расположенные в корпусе матрицу и дориодержатель с укрепленным в нем дорио.м, коническая часть которого образует с корпусом сужающийся в
0 направлении течепия материала зазор, иереходящий в формующую щель между матрицей и выходным концом дорна, отличающаяся тем, что, с целью изготовлен 1я снабженных Енутреиними полостями изделий, наружный
5 контур которых образован сторонами неравной длины, поперечное сечение конической части дорна уменьшается но наиравлению к его выходному концу, снабженному пазами, между которыми расположены отверстия
0 для подвода сжатого воздуха.
2. Формующая головка по п. 1, отличающаяся тем, что сечения конической части дорна плоскостями, перпендикулярными иродольной оси головки, иредставляют собой овалы.
5 3. Формующая головка по пп. 1 и 2, отличающаяся тем, что на кориусе перед выходным концом дорна укреплены регулировочные пластины.
э ю
фиг I
Oi/a А
7/
Л Л
-
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для формования изделий из полимерных материалов с продольными полостями | 1987 |
|
SU1502381A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |