Изобре1Ч;|1не относится к устройствам для наложения армированных оболочек преиму- mecTBCHiK) в кабельной технике.
Це,:|1 изобретения снижение трудоемкости технологического нроцесса.
На . i изображен общий вид экст- П зиопной го.тоики; на фиг . 2 --- конструкция подводящей втулки с подвижной и не- ;();1,ви: киой ро:к гками и ст емиой насадкой.
Экструзионнан головка (фиг. 1) содержит матрицу , дорнодержатель 2, дорн 3 с д|)осселирую1цей насадкой, каналами для 1(итен, (:1резям1-1 и кольцевой проточкой, подводящую вт улку 4, образуюнгую с дор- и.одер-жатс-лсм кольцевую полость для протягивания нитей.
По.чводящпЯ вт у.тка (фиг. 2) содержит нодви;: пу|) розетку 5, которая при протя- ги15а|Ц 11 нитей через ио.тость и дорн обес- ие П вает равномерное иараллельное их рас- нр( 1еление, пенодвижную розетку 6, закрен- лепнук) на наружном конце втулки, ет)ем- iiyio 11аса.дку 7 наружным диаметром, равным диаметру калибрующей части дорна, и . об(чд1ечиваю1цей ее заглубление в дорн до к{}льдевой проточки но скользящей посадке, узел крепления 8.
Сьемная пасадка позволяет использовать (дну втулку для изготовления ряда размеров кабе,ты1Ы.х изделий.
Перед заиравкой 1 оловки пезакреп- .тецную втулку 4 частично задвигают в дор- иодержатель 2, подвижную розетку 5 едви- :;ают к неподвижной розетке 6 так, чтобы совпадали их отверстия. После протяжки нитей через обе розетки подвижную розетку см.ещают к внутреннему концу втулки с .максимальны. приближением к дорну, достаточным для удобства заправки. От по.авижной розетки кажду нить в определенной последовательности параллельно друг дру1 у протягивают через каналы дорна 3 с помоилью, например, проволочной петли. После протяжки нитей подвижную розетку возвращают к наружному концу втулки, которую задвигают в дорнодержатель так, чтобы насадка вошла в дорн до его кольцевой проточки. Установленная втулка жестко прикрепляется болтами посредством узла крепления 8 к корпусу головки. Заглубленная во внутрь дорна посредством насадки втулка таким образом фиксируется по скользящей насадке и при реверсивном
вращении .аорна остается неподвижной, исключено образование щели между втулкой и дорном, защемление и затяжка нитей с последук) заклиниванием головки экс- трудируемы мат ериалом.
Съемная насадка, жестко вставленная одним концом В ; втулку, а другим концом по ско..тьзящей посадке в дорн, создает вторую опору втулке на участке е максимальным воздейетвием на нее. Кроме того,
съемная насадка, заглубленная в дорн на всю его калибрующую часть и при осевом смещепии дорна, связанном с регулированием зазора между .дорном и матрицей и с давлением обратного потока экструдируе- MOi o мат(|;1иала, и при вибрации, возникающей при реверсивном вращении дорнодержа- теля с дорном, исключает образование щели между дорном и втулкой, защемление и затяжку в ней нитей, протянутых от втулки к дорну, причем съемная насадка,
подбираемая по размеру дорна, исключает необ.ходимость комплектности и замены втулок по.ц различные размеры изготавливае- мьгх изде.пий.
Таким образом, съемная насадка повы- н;:ает надежность работы экструзионной
головки.
Формула изобретения
Экструзионпая головка преимущественно для наложения оболочек кабелей из термопластичного материала и резин с одновременным ее ар.мированием нитями, содержащая матрицу, дорнодержатель, дорн с возможностью вращения, имеющий каналы для нитей, прорези, внутреннюю коль
цевую проточку для формирования
внутреннего слоя оболочки, дросселирующую насадку, выравнивающую давление экстру- зиопного материала, и втулку с неподвижной розеткой, подводящую к дорну нити,
отличающаяся тем, что, с целью снижения трудоемкости технологического процесса, втулка снабжена съемной насадкой с диаметром, равным внутреннему диаметру калибрующей части дорна, и подвижной розеткой, выполненной с возможностью перемещения по втулке, причем насадка заглублена до кольцевой проточки дорна по скользящей посадке.
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1988 |
|
SU1696317A1 |
| Головка экструдера для наложения оболочек на токопроводящие гибкие жилы | 1982 |
|
SU1046773A1 |
| Приспособление для заправки экструдируемой заготовки в тянущее устройство | 1978 |
|
SU716846A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| Экструзионная головка для наложения изоляционных оболочек на токопроводящие многопроволочные скрученные жилы | 1989 |
|
SU1628095A1 |
| ФОРМУЮЩАЯ ГОЛОВКА К ЭКСТРУДЕРУ | 1969 |
|
SU233881A1 |
| Головка экструдера для изготовления армированных оболочек | 1979 |
|
SU959169A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |

Изобретение относится к кабельной технике, а именно к экструзионной головке для наложения оболочек кабелей из термо- нластичного материала и резин с одновременным ее армированием нитями (Н). Цель изобретения - с.нижение трудоемкости. Экструзионная головка содержит ма1рицу 1, дорнодержатель 2, дорн (Д)3 с каналами для М, прорезями, проточкой для формирования внутре1 него слоя оболочки, дросселирующей насадкой и подводянхей к ДЗ нити втулкой (В) 4. В4 содержит закрен- .ленную на ее наружном конце ненодвиж- розетку (Р) 6, подвижную Р 5 и съемную насадку 7 с диаметром, равным внутреннему диаметру калибрующей части ДЗ. Насадка 7 заглублена до кольцевой проточки ДЗ по скользяп1ей посадке. Перед заправкой головки В4 частично задвигают в дорнодержатель 2, подвижную Р 5 сдвигают к неподвижной Р 6 до совпадения их отверстий. После протяжки Н через розетки подвижную Р 5 смещают к внутреннему концу В 4 с максимальным нриближением к ДЗ. От подвижной Р 5 каждую Н нарал- лельпо друг другу протягивают через каналы Д 3. Затем подвижную Р 5 возвращают к наружному концу В 4, которую задвигают в дорнодержатель 2. Заглубленная во внутрь Д 3 посредством насадки 7 В 4 фиксируется но скользящей посадке, что исключает образование щели между В4 и ДЗ, защемление и затяжку Н с последу- ЮН1ИМ заклиниванием головки. 2 ил. е (Л Jьо ю 4 00 ОО 4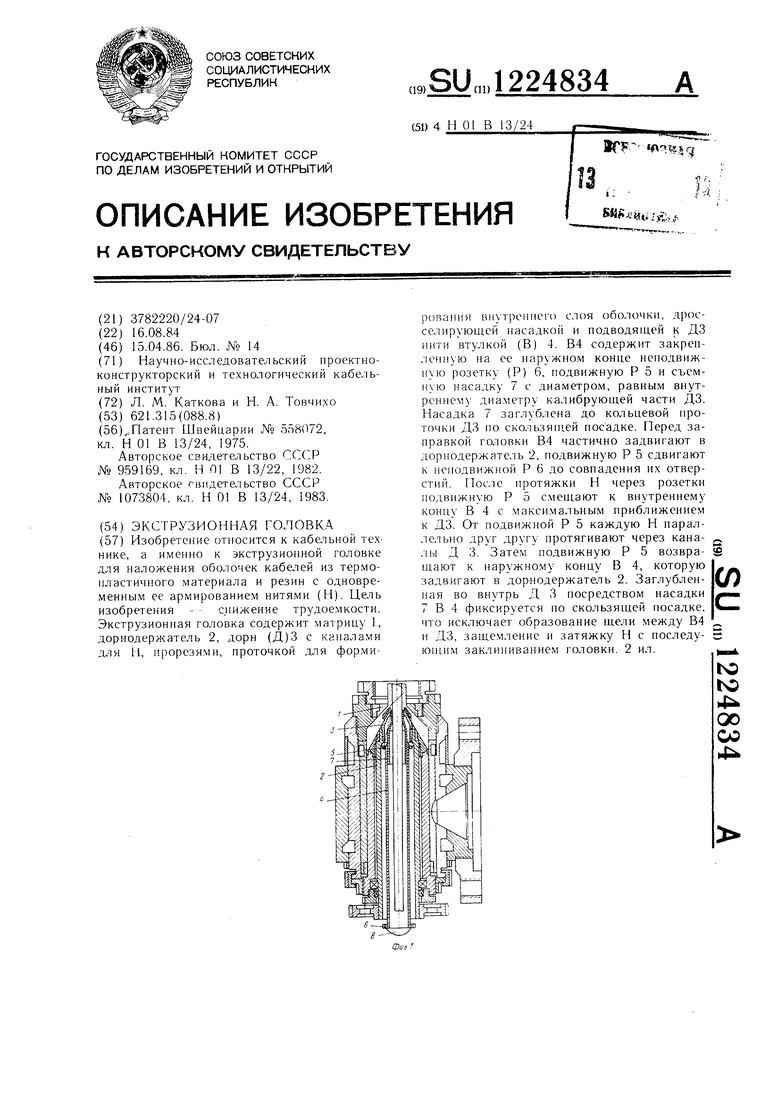
| ,,Патент Швейцарии № 558072, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Головка экструдера для изготовления армированных оболочек | 1979 |
|
SU959169A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экструзионная головка | 1982 |
|
SU1073804A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
