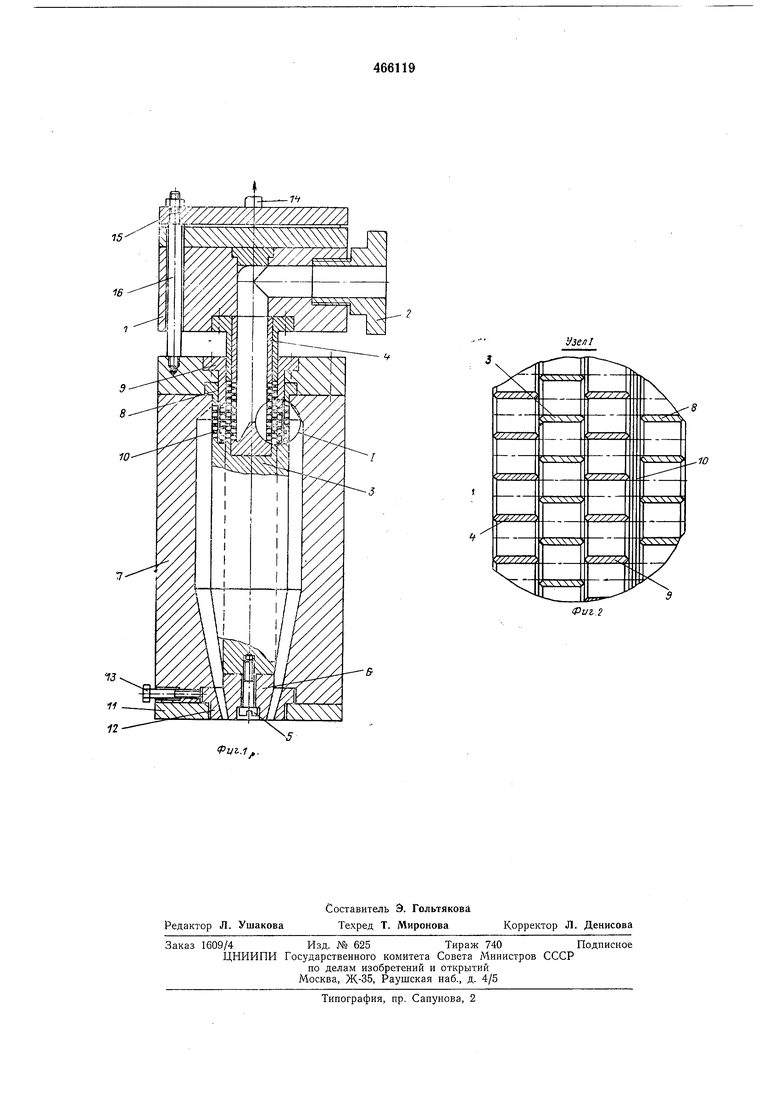
осуществляется с помощью привода (на чертеже не показан) в направленин, указанном стрелкой. Привод соединяется с корпусом 7 через тягу 14, плиту 15 и тяги 16. На фиг. 1 показано крайнее нижнее положение мундштука.
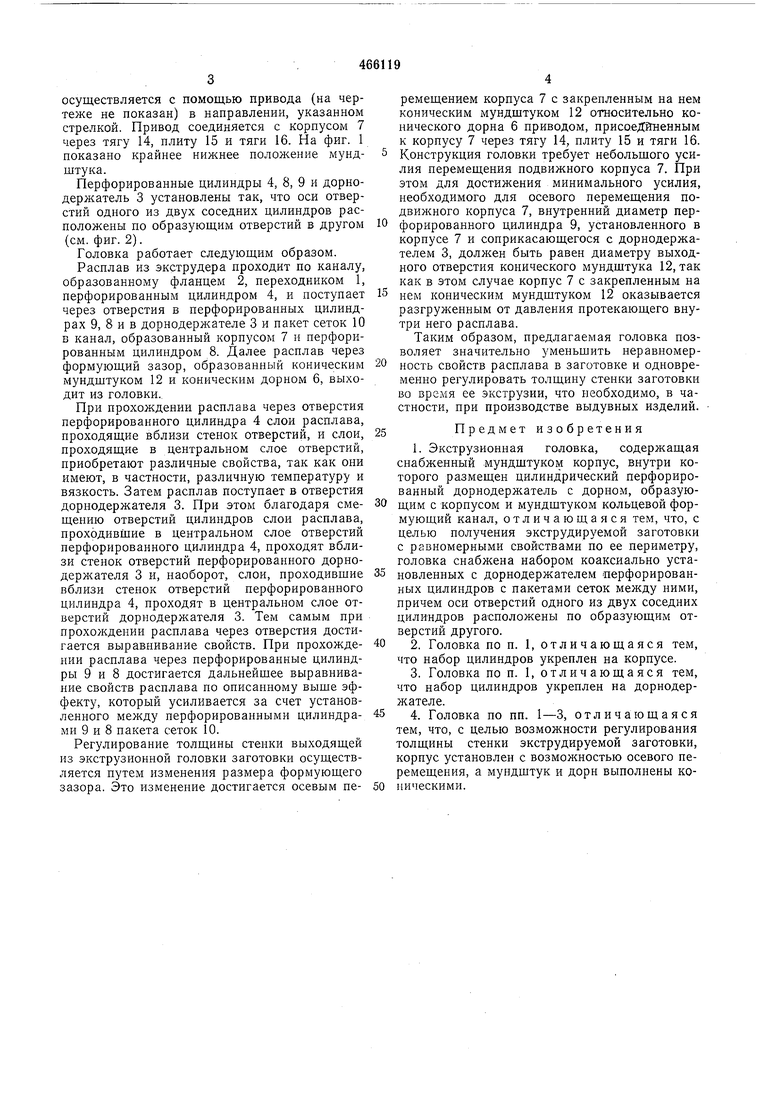
Перфорированные цилиндры 4, 8, 9 и дорнодержатель 3 установлены так, что оси отверстий одного из двух соседних цилиндров расположены по образующим отверстий в другом (см. фиг. 2).
Головка работает следующим образом.
Расплав из экструдера проходит по каналу, образованному фланцем 2, переходником 1, перфорированным цилиндром 4, и поступает через отверстия в перфорированных цилиндрах 9, 8 и в дорнодержателе 3 и пакет сеток 10 в канал, образованный корпусом 7 и перфорированным цилиндром 8. Далее расплав через формующий зазор, образованный коническим мундштуком 12 и коническим дорном 6, выходит из головки..
При прохождении расплава через отверстия перфорированного цилиндра 4 слои расплава, проходящие вблизи стенок отверстий, и слои, проходящие в центральном слое отверстий, приобретают различные свойства, так как они имеют, в частности, различную температуру и вязкость. Затем расплав поступает в отверстия дорнодержателя 3. При этом благодаря смещению отверстий цилиндров слои расплава, проходивЩие в центральном слое отверстий перфорированного цилиндра 4, проходят вблизи стенок отверстий перфорированного дорнодержателя 3 и, наоборот, слои, проходившие вблизи стенок отверстий перфорированного цилиндра 4, проходят в центральном слое отверстий дорнодержателя 3. Тем самым при прохождении расплава через отверстия достигается выравнивание свойств. При прохождении расплава через перфорированные цилиндры 9 и 8 достигается дальнейщее выравнивание свойств расплава по описанному выше эффекту, который усиливается за счет установленного между перфорированными цилиндрами 9 и 8 пакета сеток 10.
Регулирование толщины стенки выходящей из экструзионной головки заготовки осуществляется путем изменения размера формующего зазора. Это изменение достигается осевым перемещением корпуса 7 с закрепленным на нем коническим мундштуком 12 относительно конического дорна 6 приводом, присоеДйБвнным к корпусу 7 через тягу 14, плиту 15 и тяги 16. 5 Конструкция головки требует небольшого усилия перемещения подвижного корпуса 7. При этом для достижения минимального усилия, необходимого для осевого перемещения подвижного корпуса 7, внутренний диаметр перфорированного цилиндра 9, установленного в корпусе 7 и соприкасающегося с дорнодержателем 3, должен быть равен диаметру выходного отверстия конического мундштука 12,так как в этом случае корпус 7 с закрепленным на
13 нем коническим мундщтуком 12 оказывается разгруженным от давления протекающего внутри него расплава.
Таким образом, предлагаемая головка позволяет значительно уменьшить неравномерность свойств расплава в заготовке и одновременно регулировать толщину стенки заготовки во время ее экструзии, что необходимо, в частности, при производстве выдувных изделий.
5Предмет изобретения
1. Экструзионная головка, содержащая снабженный мундштуком корпус, внутри которого размещен цилиндрический перфорированный дорнодержатель с дорном, образующим с корпусом и мундштуком кольцевой формующий канал, отличающаяся тем, что, с целью получения экструдируемой заготовки с равномерными свойствами по ее периметру, головка снабжена набором коаксиально уста5 новленпых с дорнодержателем перфорированных цилиндров с пакетами сеток между ними, причем оси отверстий одного из двух соседних цилиндров расположены по образующим отверстий другого.
0 2. Головка по п. 1, отличающаяся тем, что набор цилиндров укреплен на корпусе.
3. Головка по п. 1, отличающаяся тем, что набор цилиндров укреплен на дорнодержателе.
5 4. Головка по по. 1-3, отличающаяся тем, что, с целью возможности регулирования толщины стенки экструдируемой заготовки, корпус установлен с возможностью осевого перемещения, а мундштук и дорн выполнены коническими.
75
Узел
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НЕПРЕРЫВНОГО НАЛОЖЕНИЯ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ НА ТОКОПРОВОДЯЩИЕ ЖИЛЫ СЕКТОРНОЙ ФОРМЫ | 2004 |
|
RU2254630C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Экструзионная головка для изготовления полимерных трубчатых изделий | 1980 |
|
SU889453A1 |
| Приспособление для заправки экструдируемой заготовки в тянущее устройство | 1978 |
|
SU716846A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Способ изготовления рукавной полимерной противокоррозионной пленки и экструзионная головка для его осуществления | 1986 |
|
SU1669744A1 |
| Дорнодержатель экструзионных головок для полимеров | 1977 |
|
SU870171A1 |