Известны катоды для электрохимической обработки различных поверхностей любой конфигурации и формы, в том числе шлицевых зубчатых, многогранных и т. д. Форма таких катодов строго соответствует форме обрабатываемой детали нри оптимальном электрохимическом зазоре между инструментом и изделием.
Предлагаемый катод выполнен в виде сборной шестерни, являющейся приводом вращения обрабатываемого изделия, при относительном перемещении вдоль оси обрабатываемых поверхностей детали и инструмента.
Это позволяет обеспечить соблюдение постоянства зазоров по линии зацепления.
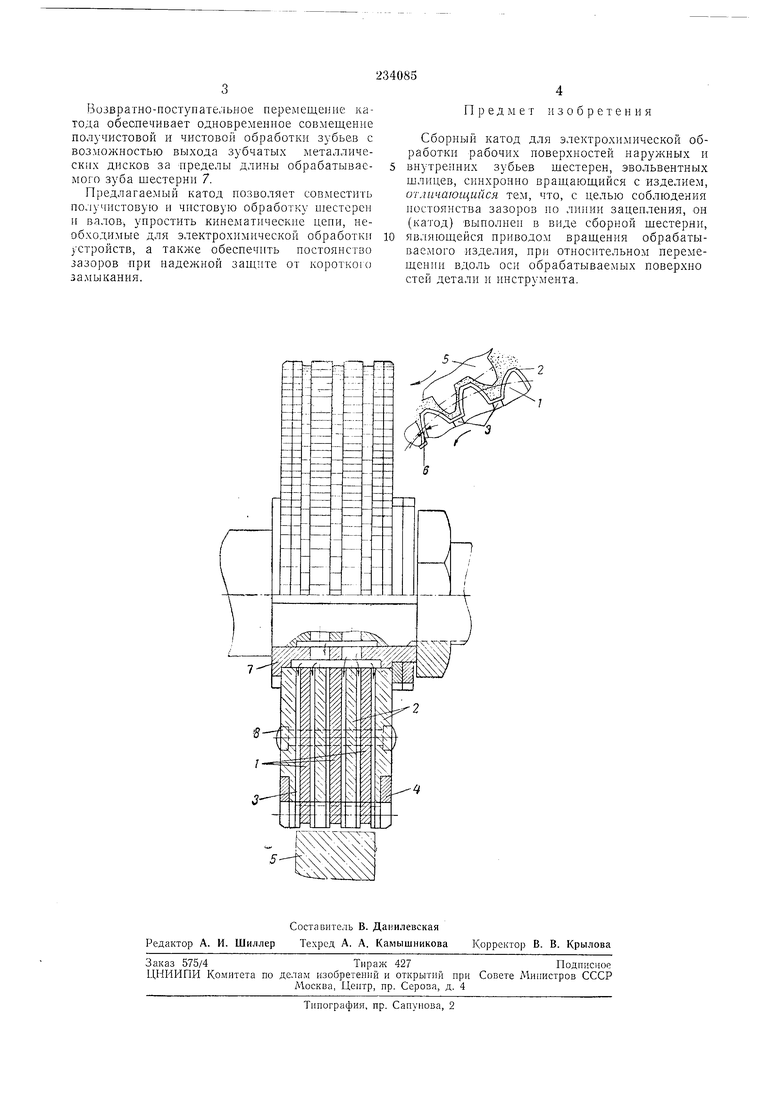
Па чертеже представлен описываемый сборный катод.
Чередующиеся металлические диски / имеют нарезанные на наружной поверхности зубья, соответствующие модулю обрабатываемой шестерни. Пеметаллические зубчатые диски 2 имеют на внутренних примыкающих к металлическим дискам поверхностях радиальные канавки 5 для подвода электролита. Кроме того, катод имеет металлические зубчатые накладки 4, втулки 5 и стягивающие болты 6.
чистовой обработки ступенчато несколько понижаются по профилю эвольвенты по отношению к профилю зубьев дисков, имеющих назначение для получистовой электрохимической обработки.
Зубья дисков 2 корректируют при изготовлении таким образом, чтобы при беззазорном зацеплении с эвольвентной поверхностью зубьев обрабатываемой шестерни 7 были
обеспечены оптимальные зазоры 8 для зубчатых дисков, производящих чистовую и получистовую обработку. При этом устраняется опасность короткого замыкания.
Fla металлических накладках 4 после склепки с неметаллическими дисками одновременно нарезают зубья необходимого профиля. Это обеспечивает долговечность работы дисков при беззазорном вращательном и возвратно-поступательном перемещении вращающегося синхронно и реверсивно изделия вдоль эвольвенты рабочей поверхности зубьев. При этом зубья металлических дисков-катодов могут выходить из зоны зацепления с обрабатываемыми зубьями шестерни или шлица.ми зала. Через сверления во втулке 5 электролит под давлением проходит по радиальным канавкам 3 в дисках 2 к внадинам ориентированных зубьев сборного катода-шестерни и создает при сопряжении с обрабатываемой
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU248411A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2002 |
|
RU2228823C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭВОЛЬВЕНТНОГО ПРОФИЛЯ НА ЗУБЬЯХ-РОЛИКАХ ЧЕРВЯЧНО-РОЛИКОВОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ ЕГО ФОРМИРОВАНИЯ | 2002 |
|
RU2214894C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
