Изобретение относится к прессформам для изготовления изделий сложной конфигурации с большой точностью размеров, например карKacOiB катуШек зал игания с матнитопроводами.
Известные прессформы, .включающие обойму с конусными вкладышами и составную матрицу, не обеспечивают получение каркасов хорошего -качества из-за возможных перекосов «аркасов во время .изготовления.
Целью изобретения является устранение указанных недостатков. Для этого предложенная лрессформа снабжена запираюш.ими клиньями, а ВКладыши матрицы выполнены с выпуклой -цилиндрической по|Верхностью со стороны, обращенной к клиньям. Такое выполнение прессформы улучшает качество изделия.
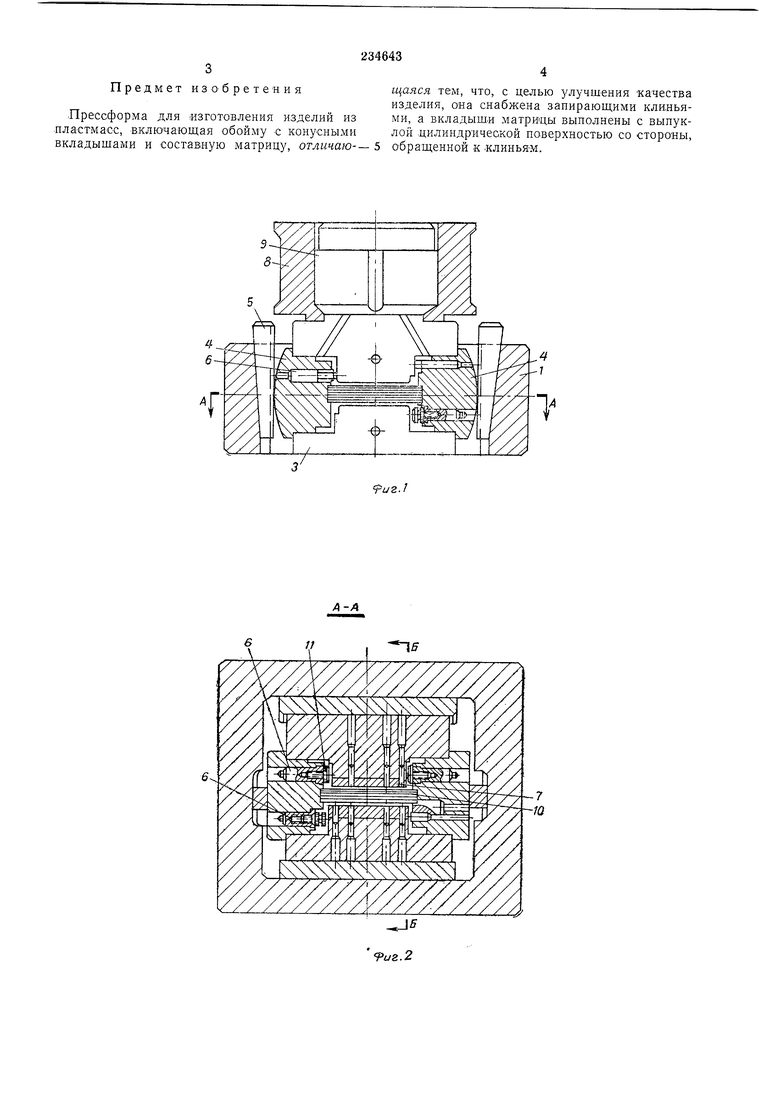
На фиг. 1 изображена предложенная прессформа, продольный разрез; на фнг. 2 - разрез по А-Л; на фиг. 3 - разрез по Б-Б.
Прессформа состоит из обоймы 1 с конусными вкладышами 2, составной матрицы 3 с вкладышами 4, выполненными -с выпуклой цилиндрической поверхностью, запирающих клиньев 5, знаков 6 и вкладышей 7.
Прессформа имеет съемную загрузочную «амеру 5 с плунжером 9.
Матрица 5 по образующей имеет конус, который сопрягается с конусными вкладышами обоймы. Матрица 3, состоящая из двух половин, образует литииковую систему и оформляющую полость. Вкладыши 4, содержащие гнезда под матнитопровод 10, фиксируют его положение в прессформе. Во вкладыши 4 устанавливаются знаки 6 и арматура 11. Клинья 5 запирают прессформу, обеспечивая строго
горизонтальное положение магнитопровода, благодаря сопряжению плоской и выпуклой цилиндрической поверхностей.
Изготовление изделия, например .каркасов катушек зажигания с магнитопроводамн, осуществляется с помощью описываемой прессформы следующим образоД.
Собранная прессформа с установленным в
ней магнитопроводом и загрузочная камера
прсдзарительно нагреваются до температуры
150-1бО°С, после чего ставятся на пресс с
обогревательными плитами.
В загрузочную камеру закладывается навеска лрессматериала и создается давление из расчета 1000-1200 кг/см. Затем выдерлмвают прессформу под давлением при соответствующей температуре из расчета 1 мин на 1 мм толщины каркаса. Предмет изобретения Лрессформа для изготовления изделий из пластмасс, включающая обойму с конусными вкладышами и составную матрицу, отличаю--Ь щаяся тем, что, с целью улучшения качества изделия, она снабжена запирающими клиньями, а вкладышй матрицы выполнены с выпуклой .цилиндрической поверхностью со стороны, о-бращенной к «линьам.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОМЕСТНАЯ ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ | 1972 |
|
SU327996A1 |
| ПРЕССФОРМА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ АЛМАЗНОГО | 1970 |
|
SU261890A1 |
| ПРЕСС-ФОРМА ПРОХОДНОГО ТИПА | 1972 |
|
SU333071A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПЛАСТМАСС ИЗДЕЛИЙ С ВЫСТУПАЮЩЕЙ АРМАТУРОЙ | 1972 |
|
SU422614A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| МНОГООПЕРАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ОБУВИ | 1965 |
|
SU169018A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ | 1971 |
|
SU292807A1 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1107964A1 |
| Пресс-форма прямого прессования изделий из полимерных материалов | 1980 |
|
SU939225A1 |
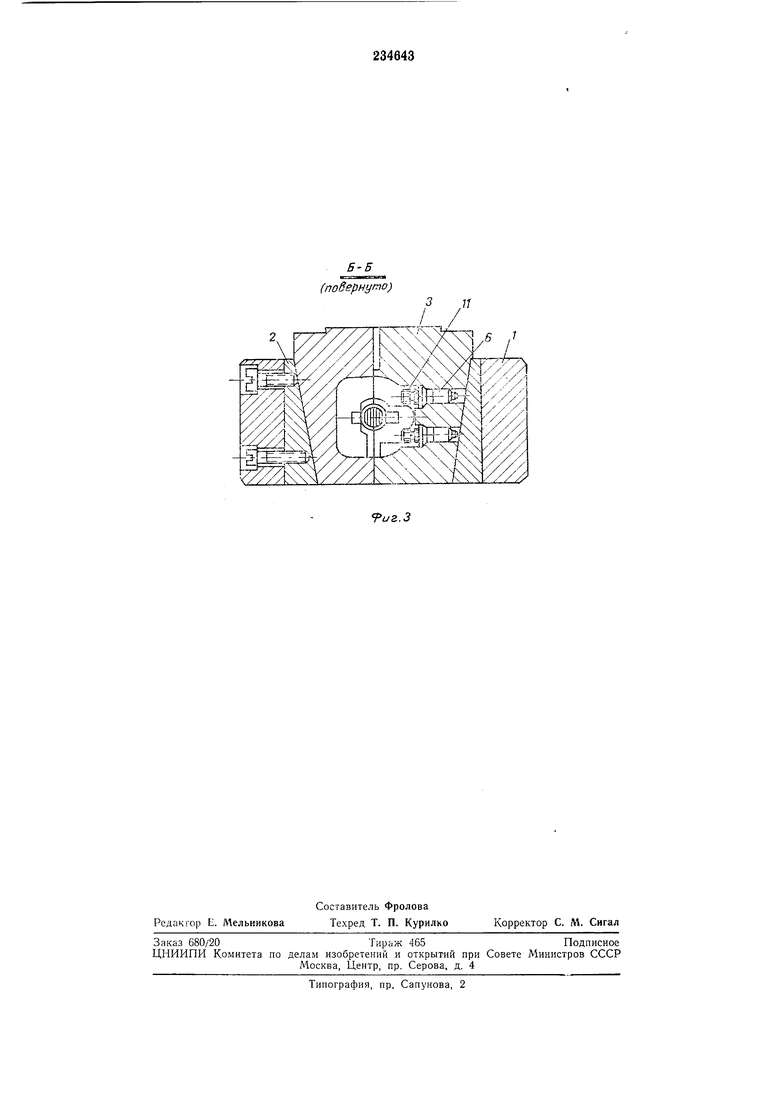
5- (повернуто)
