Известна установка для охлаждения проката в потоке с прокатного нагрева, содержащая верхние и нижние охлаждающие устройства, в которой изделия транспортируются между роликами.
Описываемая установка отличается тем, что рабочая поверхность верхнего охлаждающего устройства выполнена сегментной, а нижнего-трубчатой с радиально просверленными отверстиями, имеющими переменный шаг. Это обеспечивает равномерное охлаждение по сечению уголков.
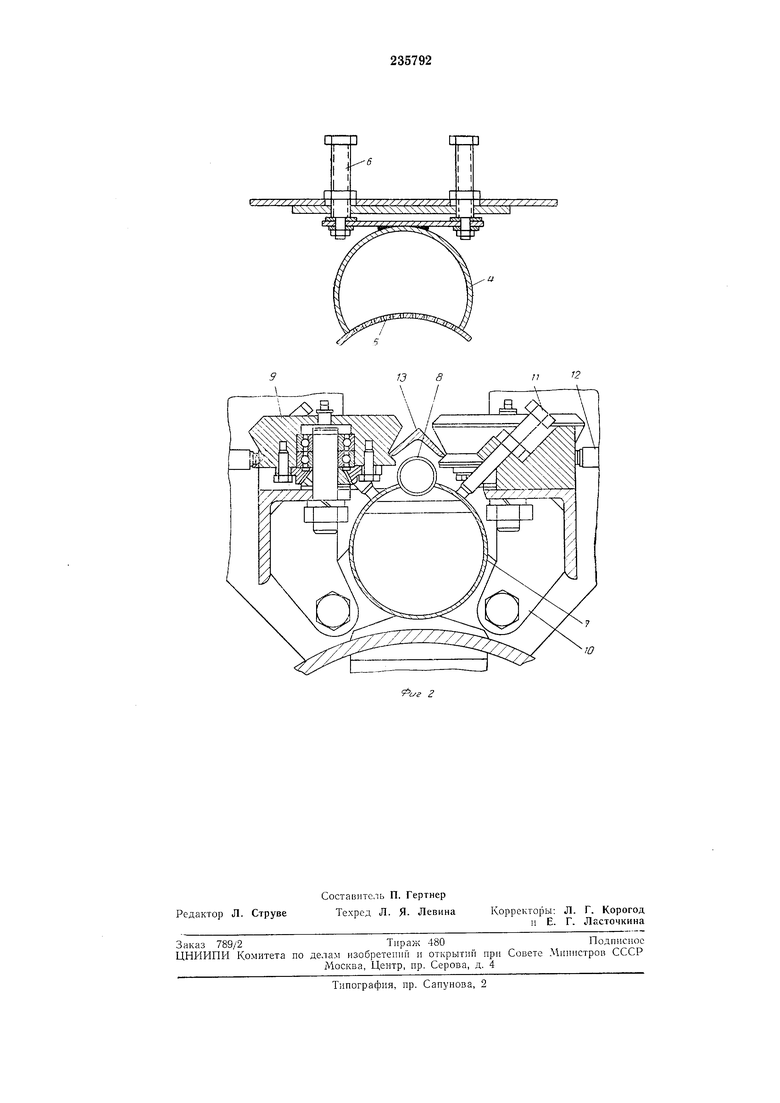
На фиг. 1 показаны секции установки и соединяющее их устройство, в двух проекциях; на фиг. 2 - верхнее и нижнее охлаждающие устройства в разрезе.
Установка состоит из двух секций /, соединенных между собой устройством, обеспечивающим точное попадание раската профиля из одной секции в другую. Устройство имеет две пары роликов 2, установленных на расположенной между секциями подставке 3. Последняя жестко прикреплена к корпусу первой секции. Для изменения расстояния между роликами их устанавливают на эксцентриках, что дает возможность производить термоупрочнение равнобоких уголков различных размеров.
диально просверлены отверстия. Это обеспечивает получение с.ходящегося пучка струй волы в виде клина, что необходимо для интенсивного охлаждения вершины углового профиля.
Распределение металла по сечению, например, уголка неравномерное: в углу объем металла, приходящийся на единицу поверхности, больший, чем в полках.
Для предотвращения значительного коробления уголка ири его термоупрочнении необходимо, чтобы скорость охлаждения в центре угла и в центре полок была одинаковой. Поэтому для равномерного охлаждения уголка по
всему сечению на единицу его поверхности нужно подавать большее количество воды, чем иа единицу поверхности полок. Это осуществляет верхнее охлаждающее устройство. Оно крепится к крышке корпуса четырьмя винтами 6, изменяющими его положение в горизонтальной и вертикальной плоскостях. Изменением положения верхнего охлаждающего устройства но высоте регулируют соотиошение скоростей охлаждения вершины и нолок уголка, горизонтальное иеремещеине дает возможность получать равномерное симметричное охлаждение по сечению профиля.
торой радия.льнп с переменнылт тпягом просверлены отверстия. При этом против более массивных мест профилей располагаются ряды с меньшим шагом и мепьшим или одинаковым диаметром отверстий, против менее массивных мест-ряды отверстий с большим шагом. Такое расположение отверстий (а следовательно, и }1анравление струй) обеспечивает равномерное охлаждение полок уголка н более иитеисивиое охлаждение угла профил : снизу.
К нижнему и верхнему охлаждаюЩИМ устройствам вода подводится индивидуально при пом:)щи пасоса 6ИДВ через ниппели, располо::;енные в средней части этих устройств.
Панравляюшсе устройство служит для удержания уголка в строго онределеином положении нри движеииИ его через установку, что способствует равномерному охлаждению уголка по сечению и длине. Опо состоит из устаиовленных на подшипииках качения профильных ХОЛОСТГ11Х роликов 9, которые расноложепы иа lecynuix уголках. Уголки прикреилеиы в Tjn6e нижнего охлажда10И1,его уст)
нрн помошн нроушип 10, что позволяет изменять расстояние между несушими уголками, а значит и между осями роликов посредством упорных болтов // и 12.
Фигурный вырез на роликах обеспечивает иадежное попадание раската уголка 13 из одной пары роликов в другую.
Благодаря тому, что кориуе установки разменден на подигчиниках и в ней применен виитовой .механизл, она может поворачиваться относительно иродольной оси.
П р е д м с т и 3 о б р е т е н н я
Установка для термического унрочиення равнобокого 1рофиля. и.меюшая верхнее, нижнее ох.ла 1 :даюн1не стройства. иаправляюшсе ycTpoiicTBO, отличающаяся тем. что. с иелью улуч1нен11я равно.мерности охлаждения но семеиию, рабочая новерхность верхнего охлажлаюшего устройства выиолнеиа сегментной, а иижнего--11)бчаго1 с )ад,иально нросверлен111.1.МИ с HCiKV iciiriL-.Ai шагом отверстия.м.и.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термического упрочнения сортового проката | 1981 |
|
SU1076462A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2212295C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 1971 |
|
SU309049A1 |
| Жалюзи вентилируемого устройства | 1990 |
|
SU1749982A1 |
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИ1 | 1973 |
|
SU390163A1 |
| Способ изготовления прокатных изделий углового профиля | 1972 |
|
SU440426A1 |
| КУКУРУЗОУБОРОЧНЫЙ КОМБАЙН | 2004 |
|
RU2267252C1 |
| УСТРОЙСТВО для ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ПРОФИЛЬНОГО ПРОКАТА | 1973 |
|
SU378422A1 |
| Способ прокатки профилей с неравными толщинами элементов сечения | 1979 |
|
SU780912A1 |
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |