По Основному авт. св. № 164775 известен способ автоматическото регул1ирования процесса гибки труб на станках с программным уира1влением, при котором регулирование осуществляется в функции изгибающего момента. При этом принимается, что величина жесткости трубы равна расчетной по всей длине.
Предложенный способ отличается от известных тем, что непрерывНо в ходе процесса гибки из его динамических зависимостей вычисляют величину жесткости заготовки и вводят ее в систему регулирования.
Это позволяет исключить погрешности, вызванные изменениями геометрии сечения и свойств материала по всей длине детали.
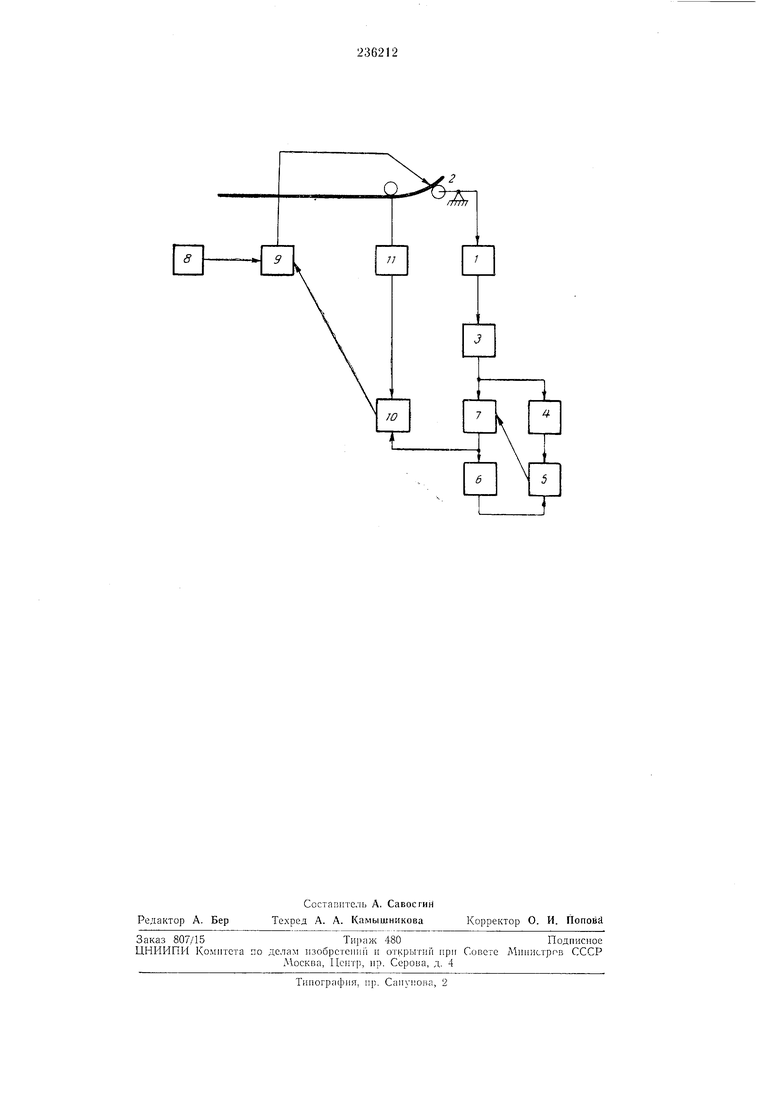
Па чертеже приведена блок-схема описываемого устройства.
Величина мо.мепта гиба измеряется датчиком У, связанным с гибочным роликом 2. Полученный сигнал усиливается тензометрическим усилителем 3, дифференцируется по времени и делится Б вычислительных блоках 4-6 на модифицированный по времени сигнал, соответствующий углу пружинения. Блок 4 и 6 - дифференцирующие усилители, блок 5 - фукциональный гиперболический преобразователь.
Полученный сигнал вво.аят в функциональный преобразователь 7. Далее регулирование ссуихествляется известным способом с помощью цpoгpa iMl pyюиJ,eгo органа 8. О1)га«а сравнения следящей системы 9. рещаюи;его
0 устройства 10 и датчика кривизны II.
П р е д мет изобретения
Способ автоматического регулирования про5цесса гибки труб на станках с программным управлением по авт. св. Л 164775, отличающийся тем, что, с целью исключения погрешностей, вызванных из.менениями геометрии сечения и свойств материала ло длине детали, .не0прерывно в ходе процесса гибки из его динамических зависи мостей вычисляют величину жесткости заготовкиИ вводят ее в систе: 1у регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| Способ управления процессом правки заготовок изгибом и кручением | 1981 |
|
SU1007781A1 |
| Способ управления точностью обработки | 1985 |
|
SU1240560A1 |
| Электропривод с подчиненным регулированием параметров | 1985 |
|
SU1307526A2 |
| Устройство для регулирования теплового режима методической индукционной установки | 1984 |
|
SU1202082A2 |
| Электропривод с подчиненным регулированием параметров | 1983 |
|
SU1108593A2 |
| Устройство для регулирования скорости двигателя | 1981 |
|
SU970331A2 |
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1982 |
|
SU1017480A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НЕЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2130360C1 |
| Устройство для управления электроприводом постоянного тока | 1981 |
|
SU1001404A2 |