предлагаемый станок относится к области изготовления арматуры иредварительно напряженных железобетонных конструкций.
Известны станки для резки пучков .проволоки, содержащие устройство для ее зажима, механизм резки, выполненный в .виде двух расположенных рядом соосных дискос, снабженных отверстияМИ, число и диа.метры которых соответствуют числу и диаметрам разрезаемой проволоки, а привод для поворота одного из дисков вокруг его сои.
Однако известные станки не обеспечивают установку анкеров таосле резки арматурных проволочных пучков.
Предлагаемый ста-нок дает возможность устанавливать анкеры. Для этого он снабжен устройством для зажиМа анкера, соосньш с механизмом резки и смонтированным на .каретке, установленной с возможностью осевого перемещения и несущей упОМянутый механизм резки.
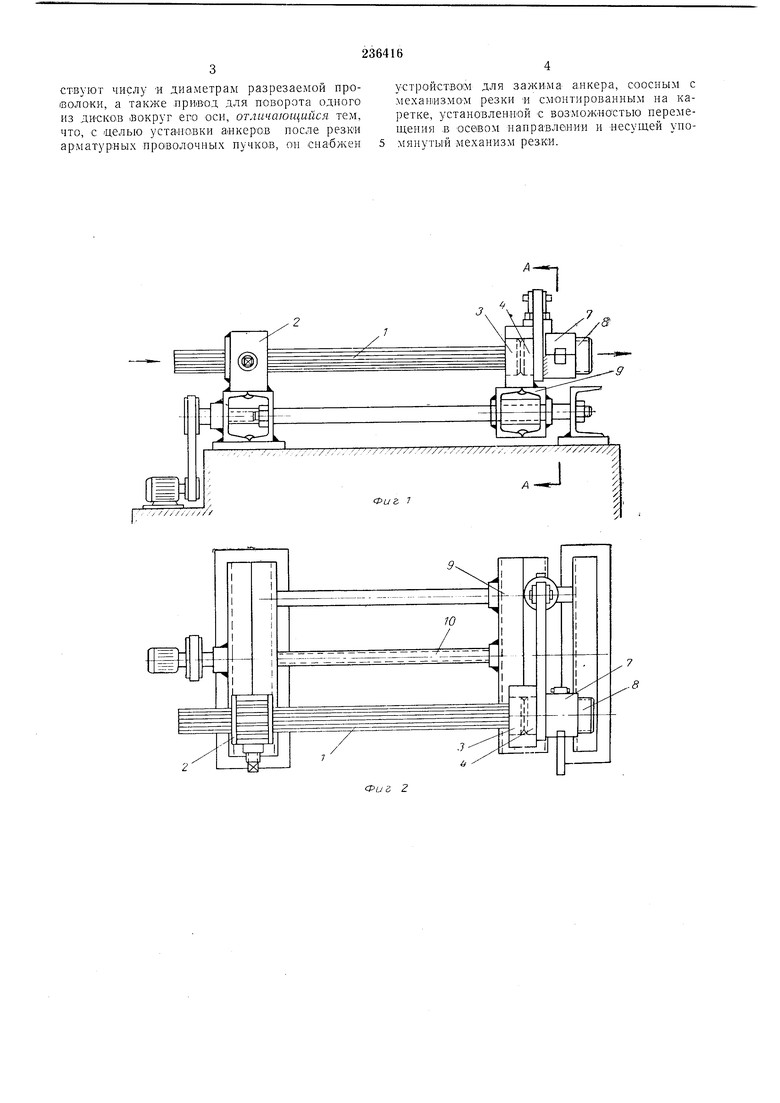
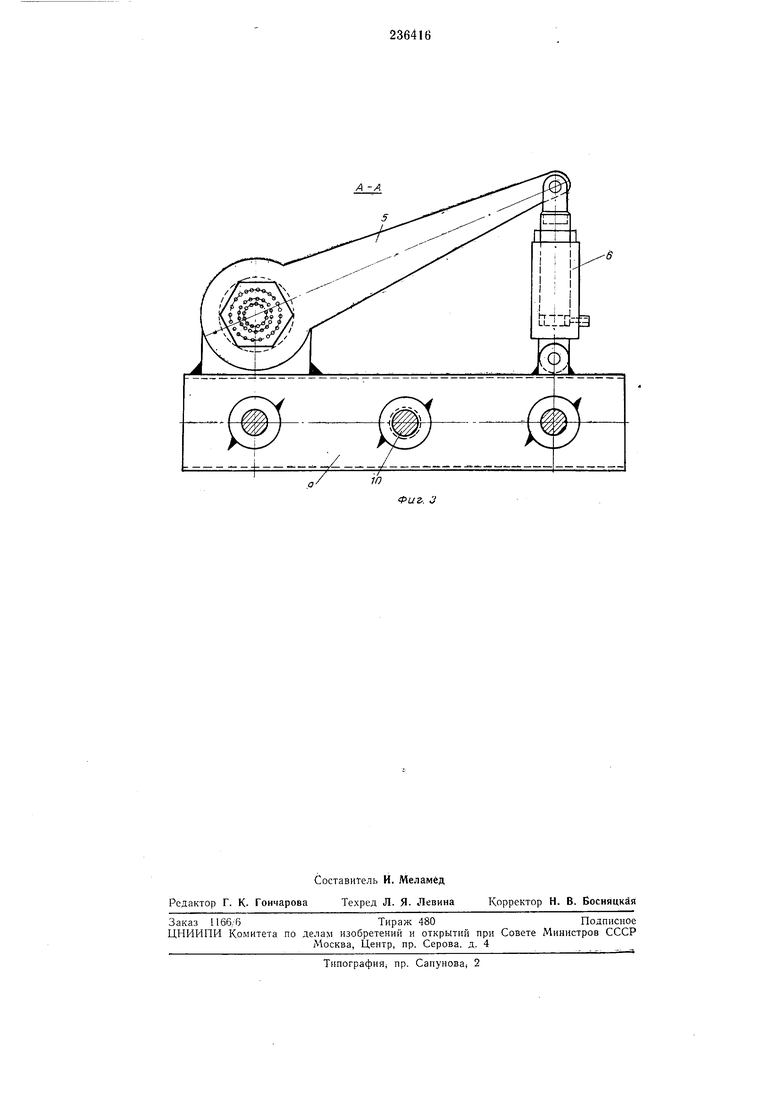
На фиг. 1 изображен ои-исывае-мый станок, общий .вид; на фиг. 2 - то же, вид сверху; на ф-иг. 3 - разрез .по А-А на фиг. 1.
Пучок проволоки / .пропускают через устройство 2 для зажима и механизм резки и фиксируют его.
Механизм резки выполнен в виде двух расположенных рядо1М соосных дисков 3 и 4, снабженных отверстия.ми, число и диа: 1етры
-которых соответств)ют числу н диаметрам разрезаемОй проволоки. Резка производится за счет поворота .диска 4 вокруг его оси при по.мощп жестко связанного с этим диском рычага 5, перемещас.мого при помощи гидроиилиндра 6.
Станок снабжен соосным с механизмо.м резки устройствоМ 7 для зажима анкера 8, надеваемого после осуществления резки на концы проволоки пр.и лоступателыюм перемещении в осево.м иаправлении несущей его .каретки 9, на которой смонтирован также механизм резки. Перемещение каретки 9 обеспечивается винтовым нриводОМ 10.
После установки а.икера при помойки размещенного рядом пресса (на чертеже не иоказан) производится высадка головок. Затем механиЗМ резки перемещают в исходное положенно, освобождают пучок проволоки и анкер, при помощи лебедки (на чертеже ие показана), взaи roдeйcтвyющeй с анкером, вытягивают на необходимую дл)1ну н осуц;ествляют следующий рез.
Предмет изобретения
Станок для резки пучков проволочки, содержащий устройство для ее , механизм реЗКИ, .выполненный в виде двух расиололсенных рядом coocHiiix дисков, снабженных отверстняМИ, число и .диа.метры которых соответствуют числу И диаметрам разрезаемой просолоКИ, а также .привод для поворота одпого из дисков вокруг его оси, отличающийся тем, что, с Целью установки аикеров после резкИ арматурных про1волочных пучков, ои снабжен
устройством для зажима а.нкера, соосным с мехаиизмоМ резки и смонтированным на каретке, установленной с возмолшостыо перемещения в oceiBOM направлении и несущей упомянутый механизм резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПРАВКИ И РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2006312C1 |
| Станок для изготовления спиралей арматурных каркасов | 1979 |
|
SU878398A1 |
| Станок для непрерывной намотки проволочных пакетов | 1960 |
|
SU139799A1 |
| Станок для изготовления арматурных пучков из проволок | 1956 |
|
SU109953A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2837067C1 |
| Установка для непрерывного стыкования,анкеровки и резки арматурных стержней | 1983 |
|
SU1107969A2 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Станок для изготовления электрических катушек | 1977 |
|
SU658609A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
ЗГЕ
Фиг 7
