Предлагаемый прибор имеет целью обработку бандажей фрезерованием без выкатки колес из-под паровоза. В нем применена вращаемая от механического привода фасонная фреза, закрепленная на конце рычага, поворотного при полющи соответствующего механизма.
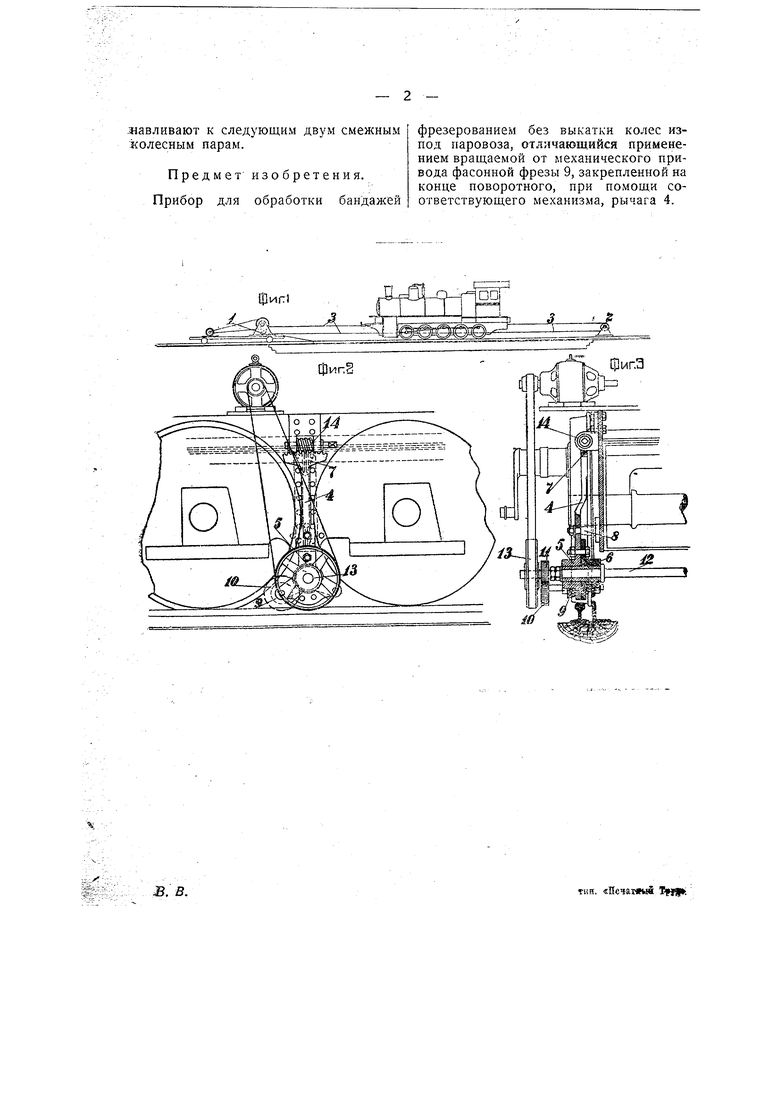
На чертеже фиг. 1 изображает паровоз над кочегарной ямой, с приводами для его перемещения; фиг. 2-вид прибора сбоку; фиг. 3-поперечный разрез прибора.
Паровоз, бандажи колес коего предназначены к обточке, располагается на рельсовом пути кочегарной канавы (фиг. 1) и приспосабливается для медленного передвижения помощью скрепленной с рельсами лебедки 1, блока 2, расположенного по другую сторону паровоза и также прикрепленного к рельсам, и троса 3, перекинутого через барабан лебедки I и блок 2 и концами своими связанного с паровозом.
Приборами для обработки бандажей служат фрезерные станки, расноложенные с обеих сторон паровоза между двумя смежными колесными парами (фиг. 2 и 3). Каждый фрезерный станок состоит из рычага 4, нижний конец которого образован двумя частями - наружной 5 и внутренней 6, скрепленными между собой. Верхний конец рычага -4 снабжен сектором 7. Рычаг 4 связан с
рамой паровоза по.мощью па.г1ьца 8 н несет на себе фасонную фрезу 9 по профилю обтачиваемого бандажа, передаточные шестерни 10 и 11, общий рабочий вал 12 для правого и левого станков и шкив 13 для передачи станкам вращения от двигателя. Величина подачн фрезы 9 в поверхность обтачиваемого бандажа регулируется червяком 14, скрепленным с рамой паровоза и сцепленным с сектором 7. Для обеспечения правильности обточки колес с обтачиваемой пары удаляют рессоры и заменяют жесткими прокладками между рамой и буксой; буксовые клинья натуго подтягивают. Во избежание боковых перемещений, колесных пар при обточке вдоль рельсового пути устанавливают контррельсы (фиг. 3).
Для производства обточки паровоз помощью лебедки 1 приводят в движение со скоростью, требуемой для нормальной работы фрез 9, после чего включается привод фрезерного шпинделя. За полный оборот колеса обточка данной пары заканчивается, лебедку пускают на обратный ход и в то же время производят перестановку фрез к смежной колесной паре,-без снятия ирибора, после чего следует повторение операций, описанных для обточки пер-, вой пары. После обточки бандажей двух смежных колесных пар прибор перестажавливают к следующим двум смежным жолесным парам. Предмет изобретения. Прибор для обработки бандажей фрезерованием без выкатки колес изпод паровоза, отличающийся применением вращаемой от механического привода фасонной фрезы 9, закрепленной на конце поворотного, при помощи соответствующего механизма, рычага 4.