Известны устройства для перемешения деталей, содержащие загрузочный лоток, перемещающий элемент и приемные направляюИ1,ие.
В предложенном устройстве, для обеспечення непрерывного и равномерного неремещепия деталей, надежной защиты от перегрузок и расширения унпверсальности, перемещающий элемент выполнен в виде вращающегося диска с кольцевыми н раднальными димагинтпымн прослойками, к торцу которого li секторе загрузки и прижима деталей подведены полюса электромагнита, а ц секторе приема деталей - иолюса размагничиваюn, катущкн.
Электрома нит закрснлен иеиодвнжно отиоснтельио вращаюи1,егося диска в секторе за|-рузки и прижима деталей и состоит из коицеитрично расио.юженпых секиий.
Раз.1аг11ичиваюи1,аи катущка закреилена неподвижно относительно вращающегося диска в секторе приема деталей, расположенном за сектором загрузки и прпжима деталей в направлении вращения п состоит из кониентрично расположенных секций.
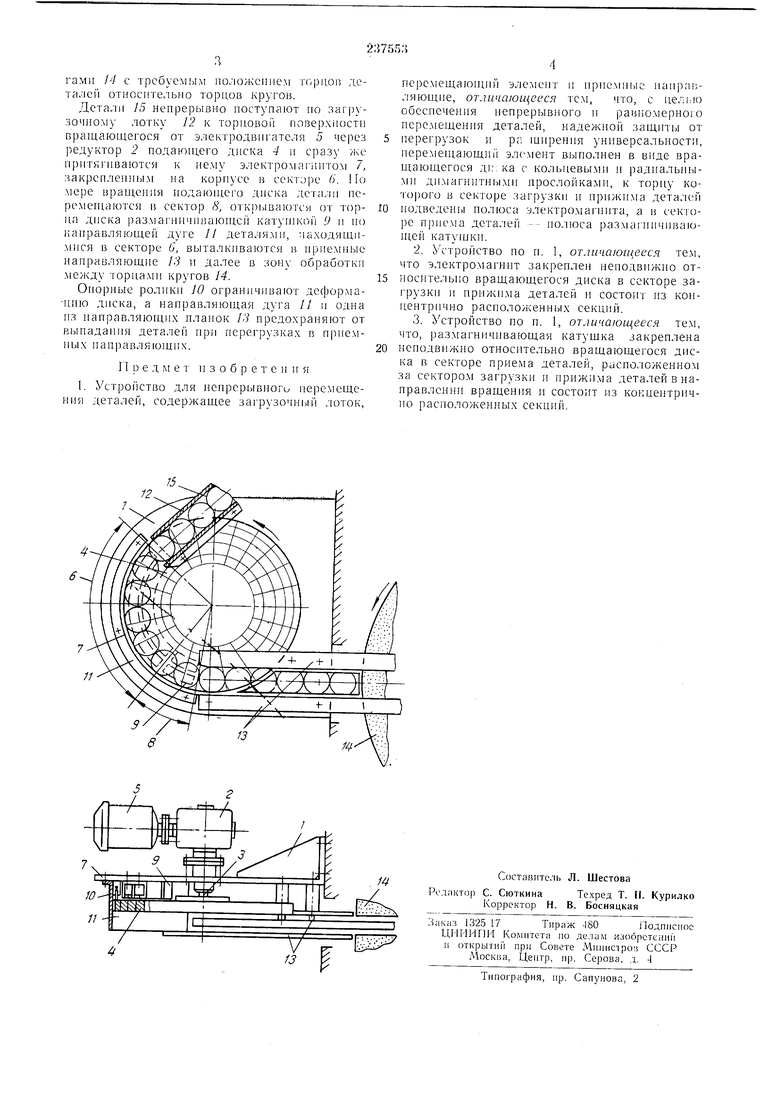
На чертеже схематически показано предложенное устройство в двух проекциях.
отверстие корпуса, закреплен подающпй .аиск с кольцевыми и раднальными димагиитнымп прослойками.
К редуктору через муфту и фланец прикреплен электродвигатель 5. В секторе 6 к корпусу прикреплен электромагнпт 7. а в секторе S - раз.магннчпвающая катущка 9, полоса которых подведены к торцу дпска.
В секторах 6 i 8 на корпусе закреп,тен111 опорные роликп 10, ограничивающие деформацию диска, и направляющая дуга //, радиус которой равен радпусу дпска. Дуга выступает иод торцом дпска на наибольшую г ысоту иеремещаемых деталей. Кроме того, к KO Miycy ycTpoiicTBa в конце сектора 6 прикреплен лоток 12, установленный псриепдику.чярио стороне сектора и прпле1ающий с мнии.малыю возможным зазором к гориу дпска, а в конце сектора 8 - ириомпые наГ1равляюц 1ие илапкп 13, обеспечивающпс плавный переход деталей с торца диска.
Лоток J2, торец подающего диска 4, направляющая дуга 11 в секторах 6 и 8 и приемные направляющие планкп 13 совместно образуют плавный проход для перемещаемых деталей.
Устройство устанавливают на станок так. чтобы наиравляющие иланки 13 обесиечпвали вход деталей в зону обработки между кругами 14 с требуемым положением торцов детален относительно торцов кругов.
Деталн 15 непрерывно ностунают но загрузочпо.му лотку 12 к торновон поверхности вращающегося от электродвнгателя 5 через редуктор 2 подаюн,его диска 4 и сразу жч} нрнтягпваются к нему электромаппггом 7, закреплешым на корпусе в сект:)|)с 6. По мере вращения иодаюпхего дпска деталн перемещаются в сектор 8, открываются от торца диска размагн114111 аюн сп катуничо .9 п но направляющей дуге // деталя.мп, паходящнмпся в секторе 6, выталкиваются в приемные направляющце 13 и далее в зопу обработкн между торца МП кругов 14.
Опорные ролпкн 10 ограничивают деформатипо днска, а направляющая дуга // н одна пз паправляющнх планок 13 предохрапяют от выпадапня детален нрн перегрузках в приемных паправляющнх.
П р е д м е т п з о б р е т е п п я
1. Устройство для непрерывноги перемещенпя деталей, содержащее за|-рузочный лоток,
Г1еремещаюни1н элемент н нрнемные нанраиляющне, отличающееся тем. что, с neJii io обеснечепня непрерывного п равномерного перел ещепня деталей, надежной защ|ггы от
перегрузок п рг; щнренпя унпверсальностн, перемещающий элемент выполнен в впде вран|ающегося дг, ка с кольневымн п раднальнымп дн.магнитнымн прослойкалш, к торцу которого в секторе загрузки п нрнжнма деталей
нодведены полюса электромагпнта, а в секторе приема детален - полюса размагпнчнвающей катуп кп.
2.Устройство но н. 1, отличающееся тем, что электромагнпт закреплен ненодвнжно отпоснтелыю вращающегося диска в секторе загрузки ц црнжнма деталей н состопт пз копцентрпчно расположенных секцпй.
3.Устройство по п. 1, отличающееся тем, что, размагнпчнвающая катущка закреплена
ненодвпжно относнтельно вращающегося дпска в секторе приема деталей, расположенном за сектором загрузки и прижима деталей в направленип вращенпя п еостоит пз концентрпчпо расположенных секций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К ШВЕЙНОЙ МАШИНЕ ДЛЯ ОБРАЗОВАНИЯ КОЛЕЦ ИЗ ТЕСЬМЫ | 1973 |
|
SU394479A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ВОЛОКНИСТОЙ МАССЫ | 1973 |
|
SU363776A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1973 |
|
SU369640A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Машина для гидравлического испытания полых тел, в частности корпусов мин и снарядов | 1943 |
|
SU68530A2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1972 |
|
SU432979A1 |
| Контрольно-сортировочное устройство роторной линии | 1987 |
|
SU1430323A1 |
| АВТОМАТ ДЛЯ ЖИДКОСТНОЙ ОБРАБОТКИ | 1967 |
|
SU192585A1 |
| АВТОМАТИЧЕСКОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU333004A1 |
