Известны инструменты для прессования профилей с утолщениями, содержащие контейнер с расположенными в нем матрицей, имеющей формообразующий поясок и направляющие пазы, и фигурной иглой, установленной с возможностью перемещения в упомянутых пазах.
Предлагаемый инструмент отличается от известного тем, что матрица дополнительна снабжена формообразующим пояском, расположенным со стороны выхода изделия, при этом площадь сечения, образуемая фигурной иглой и первым формообразующим пояском матрицы, должна быть не менее, чем площадь сечения, образуемая иглой и вторым формообразующим пояском матрицы.
Такой инструмент обеспечивает получение профилей с утолщениями любого сечения.
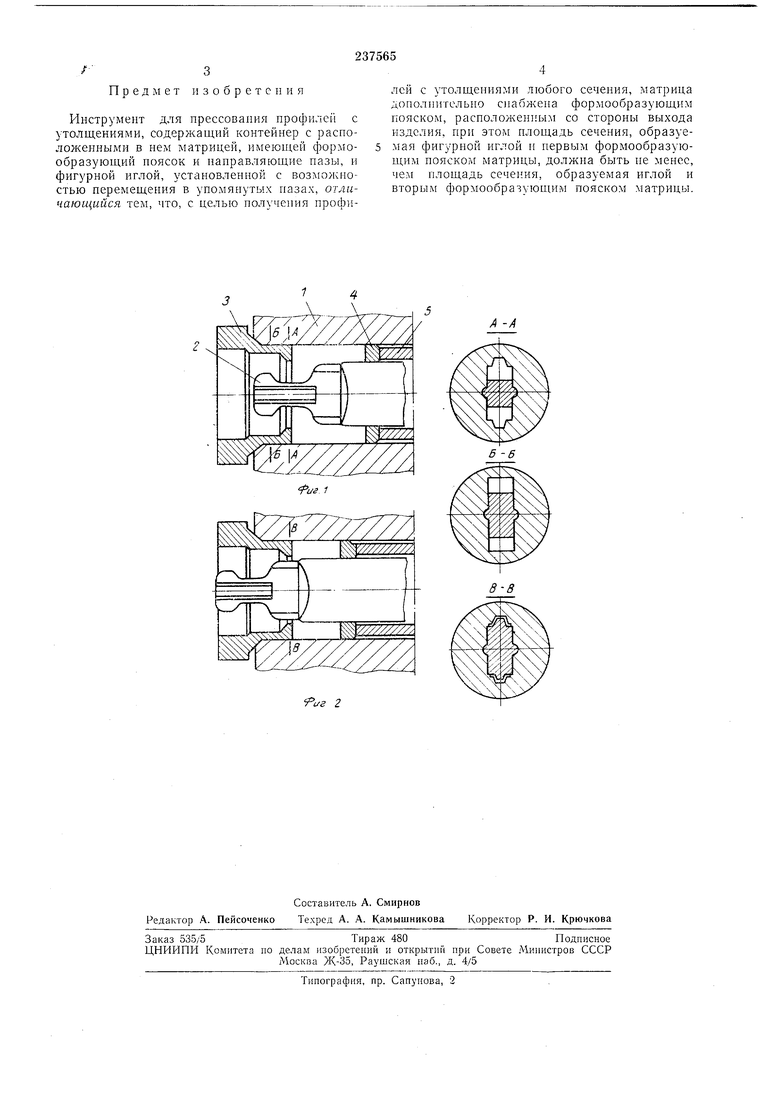
На фиг. 1 показан описываемый инструмент в моменг прессования утолщенной части изделия; на фиг. 2 - то же, в момент прессования утонченной части изделия.
Инструмент для прессования содержит контейнер 1, фигурную иглу 2, двухпоясковую матрицу 3, нрессщайбу 4 и прессштемпель 5.
Технологический процесс прессования профилей осуществляется в следующей последовательности.
нолую заготовку. Внутрь заготовки вводят фигурную иглу 2, имеющую несколько рабочих участков. Вначале игла устанавливается так, что ее минимальное сечение находится против первой калибрующей части матрицы, образуя проходное сечение, соответствующее утолидейкой части профиля. Оформлепие утолщенной части происходит между раздающим участком иглы и зторой калибрующей частью матрицы,
т. е. сечение Л-А путем дополнительного пластического деформироваппя нреврандается в сечение Б-Б.
Для получения профильной части изделия игла персмси ается но направляющи пазам
латрипы в положение, соответствующее фиг. 2, образуя с первой калибрующей частью матрицы проходное сечение.
Сечение А-А, образуемое фигурной иглой и первЕз1м формообразующим пояском матрицы, доллчно быть по площади не менее, чем сечение Б-Б, образуемое иглой и вторым формообразующим пояском матрицы. Для получения утолщенной части профиля lia любом участке его длины достаточно переместить иглу в положепие, соответствующее фиг. 1.
При помощи описанного инструмента можно одновременно прессовать два, четыре и более профилей.
Предмет изобретения
Инструмент для прессования нрофилей с утолщениями, содержащий контейнер с расноложенными в нем матрицей, имеющей формообразующий ноясок и нанравляющие назы, и фигурной иглой, установленной с возможностью перемещения в упомянутых назах, отличающийся тем, что, с целью получения профилей с утолщениями любого сечения, матрица дополнительно снабжена формообразующим пояском, расположенны.м со стороны выхода изделия, при этом площадь сечения, образуемая фигурной иглой и первым формообразующим пояском матрицы, должна быть не менее, чем площадь сечения, образуемая иглой и вторым формообразующим пояском матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 2010 |
|
RU2440203C2 |
| Инструмент Е.А.Колкунова для прессования изделий периодического сечения | 1989 |
|
SU1692703A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1969 |
|
SU241376A1 |
| КОМБИНИРОВАННАЯ МАТРИЦА | 1969 |
|
SU253734A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| Матрица для прессования винтовых изделий | 1989 |
|
SU1704877A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ | 2014 |
|
RU2583223C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФ.ь^ЛЕЙ | 1973 |
|
SU397245A1 |
2
А -А
