Изобретение относится « области обработки металлов давлением.
Известен инструмент для изтотовления полых :профилен, содержащий размещенные в контейнере матрицу и заходящую в нее иглу с калибрующим участко.м, образующие совместно питающие каналы.
Однако этот инструмент после прошивки или распрессовкИ материала заготовки не центрируется относительно отверстия матрицы, что 1П1риводит К снижению его стойкости.
С целью устранения этого недостатка в предлагаемом инструменте на игле выполнен конусно-цилиндрический участок, суживающзшся в сторону калибрующего участка и соирл/кенный но всей поверхности с соответствующим участкс м, выполненным на матрице 11 служащим для фиксации инструмента в рабочем положении.
На фиг. 1 Изображен предлагаемый инструмеат, разрез; на фиг. 2, 3 - мат;рИца. pasipei.
Инструмент состоит из шплинтона /, иглодержатс.:; 2, втулки 3 контейнера, пресс-шайбы 4, подвижной иглы 5, закрепленной в иглодержателе 2, и матрицы 6, установленной в матрицедержателе 7.
Подвижная игла 5 сочленена с ее участком 8, ианр.имер, резьбовым соединением. Участок 8 иглы имеет цилиндрический поясок 9, диаметр которого равен диаметру подвижной иглы 5, и переходный конический участок 10,
заканчивающийся калибрующей частью // иглы, поперечное сечение которой соответствует полости изделия.
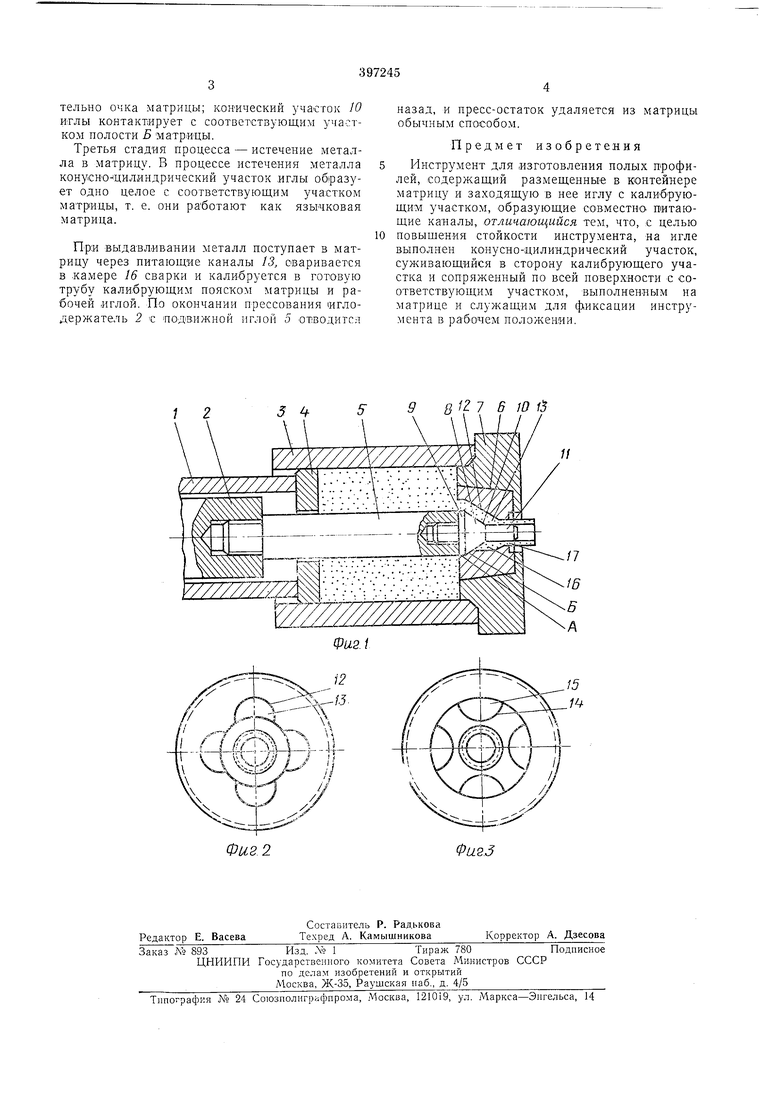
В частном случае переходный конический участок может быть выполнен по плавной кривой. В матрице б вынолнена цилиндрическая полость А, переходящая в воронкообразн Ю Б. полости сопряжены но всей длине с поверхностью конусно-цилиндрического участка лглы. По образующим полости матрицы выполнены проточки 12 питающих каналов 13 (фиг. 2). В случае изготовлен ня крупных полых профилей для уменьшения размеров матрицы проточки М питающих каналов 15 выполняются по образующим конусно-цилиндрического участка иглы (фиг. 3). Цилиндрическая полость А матрицы имеет диаметр, диаметру подвижной иглы с учетом технологического зазора. Камера 16 сварки, образуемая рабочей частью 11 иглы и матрицей, соединена питающими каналами с внутренним пространством втулки контейнера и пере:.;од;1Т в калибрующий участок 17.
Работает .инструмент следующим образом. Первой стадией процесса является распрессовка слитка. Вторая стадия - прошивка слитка. Участок 11 иглы занимает свое рабочее положение, цилиндрический поясок 9 иглы входит в цилиндрическую полость Л матрицы, жестко фиксируя рабочую иглу относительно очка матрицы; конический участок 10 Иглы контактирует с соответствующим участком полости Б матрицы.
Третья стадия процесса - истечение металла в матрицу. В процессе истечения металла конусно-(цилиндрический участок иглы образует одно целое с соответствующим участком матрицы, т. е. они работают как язычковая матрица.
При выдавливании металл поступает в матрицу через питающие каналы 18, сваривается в камере 16 сварки и калибруется в готовую трубу калибрующим пояском матрицы и рабочей иглой. По окончании прессования иглодержатель 2 € ПОДВИЖНОЙ иглой 5 отводится
назад, и пресс-остаток удаляется из матрицы обычным способом.
Предмет изобретения
Инструмент для изготовлепия полых профилей, содержащий размещенные в контейнере матрицу и заходящую в нее иглу с калибрующим участком, образующ ие совместно питающие каналы, отличающийся тем, что, с целью повыщения стойкости инструмента, на игле выполнен конусно-цилиндрический участок, суживаЕощийся в сторону калибрующего участка и сопряженный по всей поверхности с соответствующим участком, выполненным на матрице и служащим для фиксации инструмента в рабочем положении.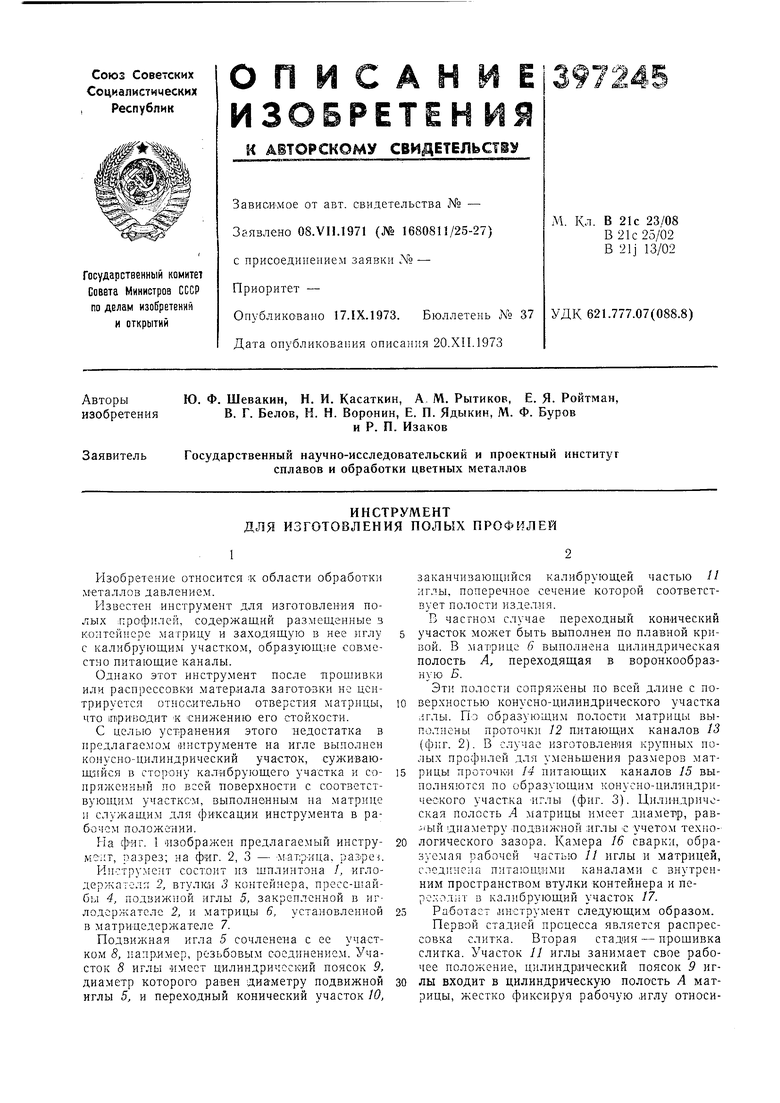
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Инструмент для прессования из заготовок полых профилей | 1972 |
|
SU446336A1 |
| Инструмент для прессования труб совмещенным методом | 1973 |
|
SU473539A1 |
| Инструмент для прессования полых изделий | 1986 |
|
SU1433518A1 |
| Устройство для прошивки слитков и прессования труб из тугоплавких металлов | 1984 |
|
SU1250335A1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1988 |
|
SU1572726A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Инструмент для многоканального прессования труб и полых профилей | 1975 |
|
SU546406A1 |
