Известен способ црокатки труб на непрерывном стане, включающий прокатку на длинной оправке, перемещаемой с регулируемой скоростью в направлении прокатки в ряде калибров.
Предложенный способ отличается от известного тем, что трубу сажают на оправку первой парой обжимных валков, образуя тем самым замкнутое кольцевое пространство между трубой и оправкой, в которое подают смазку через радиальные каналы, расположенные за ступенью, суживающейся по ходу прокатки оправки.
Это создает неразрывную смазывающую пленку между трубой и оправкой и снижает трение между ними.
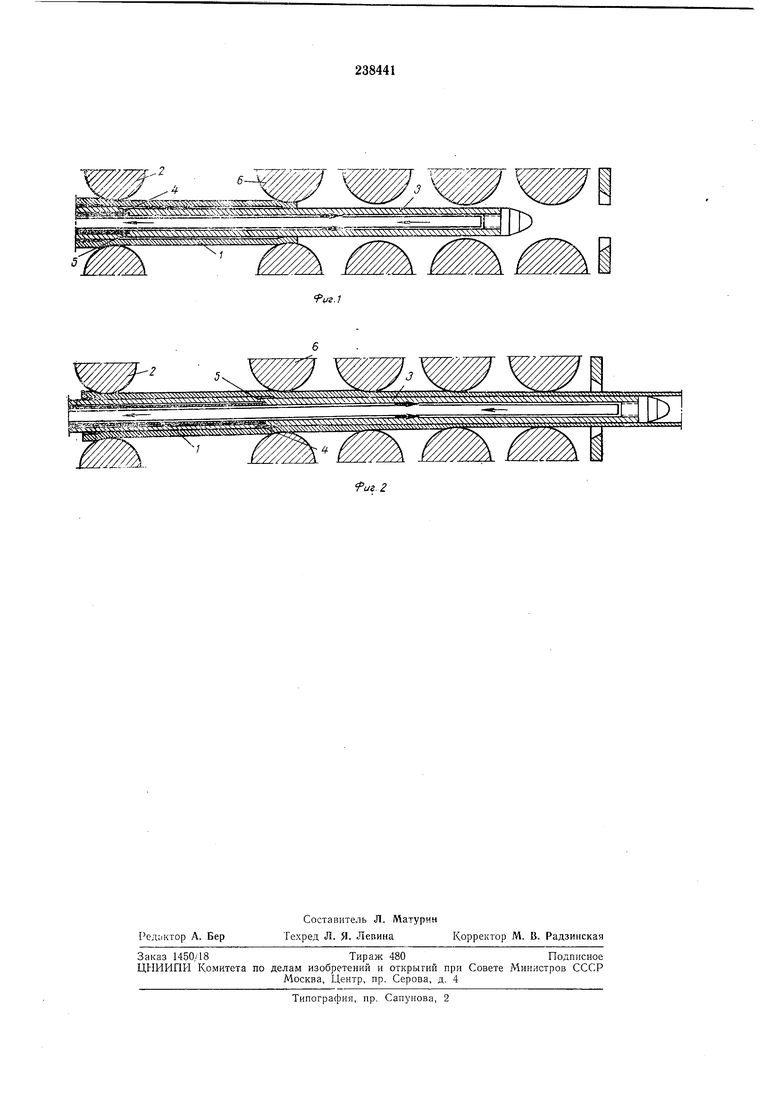
Па фиг. 1 изображена схема начальной стадии процесса прокатки; на фиг. 2 - схема заключительной стадии процесса прокатки.
В процессе прокатки труба / валками первой клети 2 сажается на оправку 3, сзади ог смазочных радиальных каналов 4. После этого смазка полностью заполняет полость между перемещающейся трубой и оправкой, так как она закрыта с одной стороны торцом 5 оправки, а с другой стороны плотно посажена
труба на оправку в валках второй клети 6, где происходит утонение стенки трубы. В систему подачи смазки включен клапан одностороннего действия. Поэтому смазка не может выходить обратно через радиальные каналы. При перемещении оправки заполненная смазкой полость постепенно уменьшается. Смазка увлекается торцом 5 онравки и раскатывается в слой, служащий для термической защиты и смазк11 онравки.
Предмет изобретения
Способ прокатки труб на непрерывном стане, включающий прокатку на длинной, перемещаемой с регулируемой скоростью в направлении прокатки оправке в ряде калибров, отличающийся тем, что, с целью создания неразрывной смазывающей пленки между трубой и оправкой и снижения трения между ними, трубу сажают на оправку первой парой обжимных валков, образуя тем самым замкнутое кольцевое пространство мелчду трубой и оправкой, в которое подают смазку через радиальные каналы, расположенные за ступенью, суживающейся по ходу прокаткп оправки.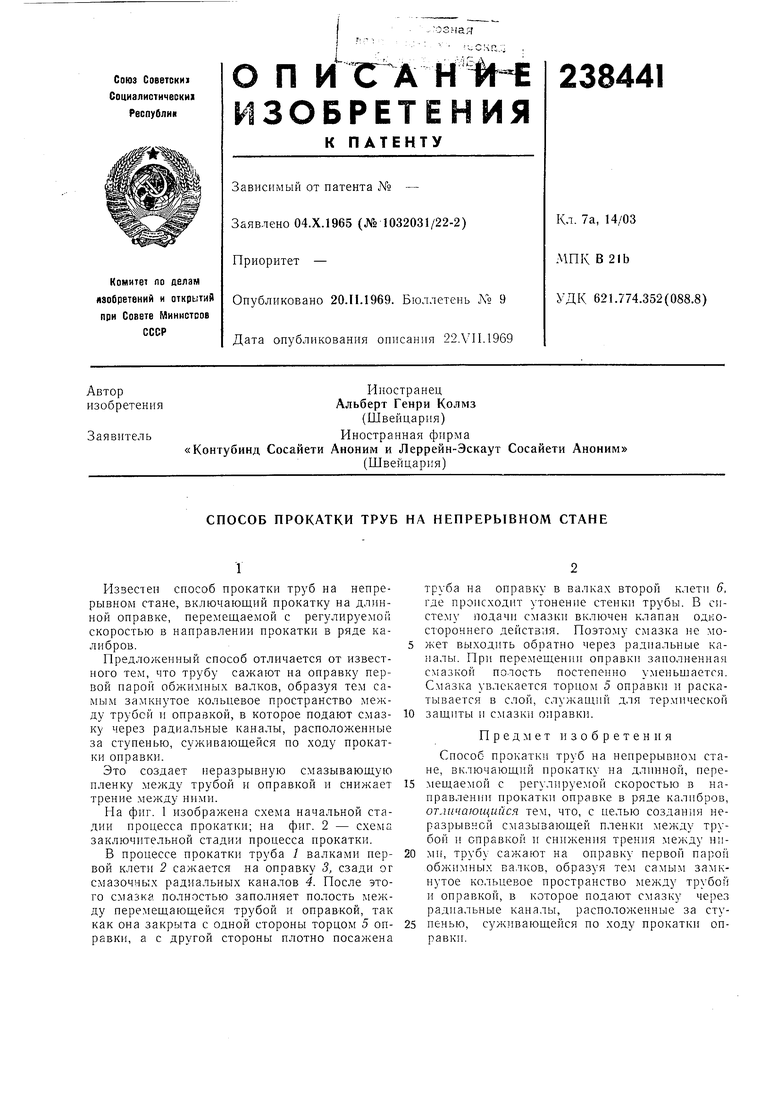
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1999 |
|
RU2182051C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2593812C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СТАН ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2599931C2 |
| Оправка для продольной прокатки труб | 1978 |
|
SU1022761A1 |
| Составная оправка для пилигримовой прокатки труб | 1977 |
|
SU665960A1 |
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2003 |
|
RU2276624C2 |
| Способ непрерывной прокатки труб | 1976 |
|
SU597446A2 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |