Известны установки для непрерывного изготовления полимерных заготовок, например полосовых резиновых изделий неограниченной длины, включающие червячный пресс для непрерывного шприцевания заготовок, барабан, выполненный с элементами злектрообогрева, щеки, смонтированные на стойках с прикагочными роликами, и направляющие ролики для отбора сформованных и частично свулканизованных изделий и ввода заготовок в зазор между барабаном и прикаточными роликами. В таких установках не предусмотрено одновременное изготовление нескольких профильных заготовок с беззазорным формованием их без образования облоя. Это снижает производительность установки, а также качество полимерных заготовок.
Предлагаемая установка отличается от известных тем, что по обеим сторонам вращающегося от электропривода барабана, снабженного сменными профилирующими скорлупами, смонтированы в подщипниковых опорах дисковые щеки, совершающие от привода колебательные движения на заданный угол, с прикаточными формующими сменными роликами, установленными по периметру дисковых щек в корпусах подшипников и выполненными с кольцевыми пазами заданного профиля и с элементами электрообогрева. В этой установке корпуса подшипников формующих роликов
расположены и радиально перемещаются в пазах дисковых щек под действием закрепленных на дисковых щеках силовых элементов, например диафрагм.
Кроме того, предлагаемая установка оборудована вулканизационной камерой непрерывного действия. Благодаря таким конструктивным отличиям повышается производительность установки, а также качество изготовления нескольких заготовок, одновременно формуемых с заданным ирофилем.
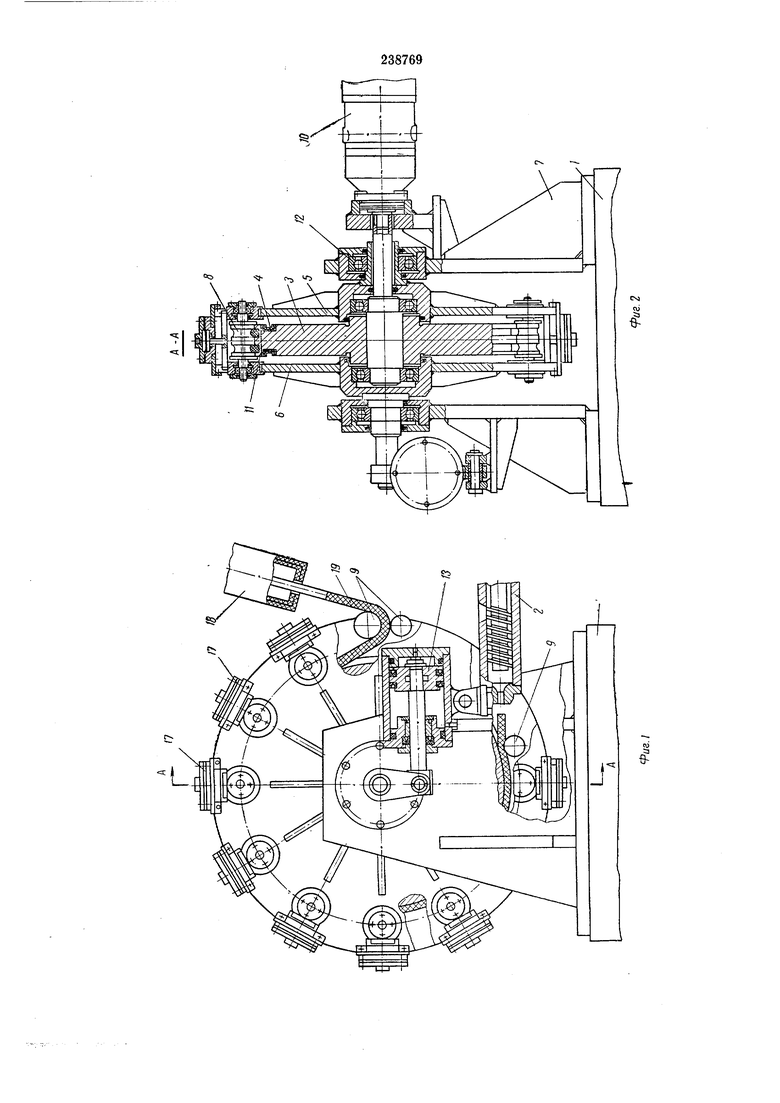
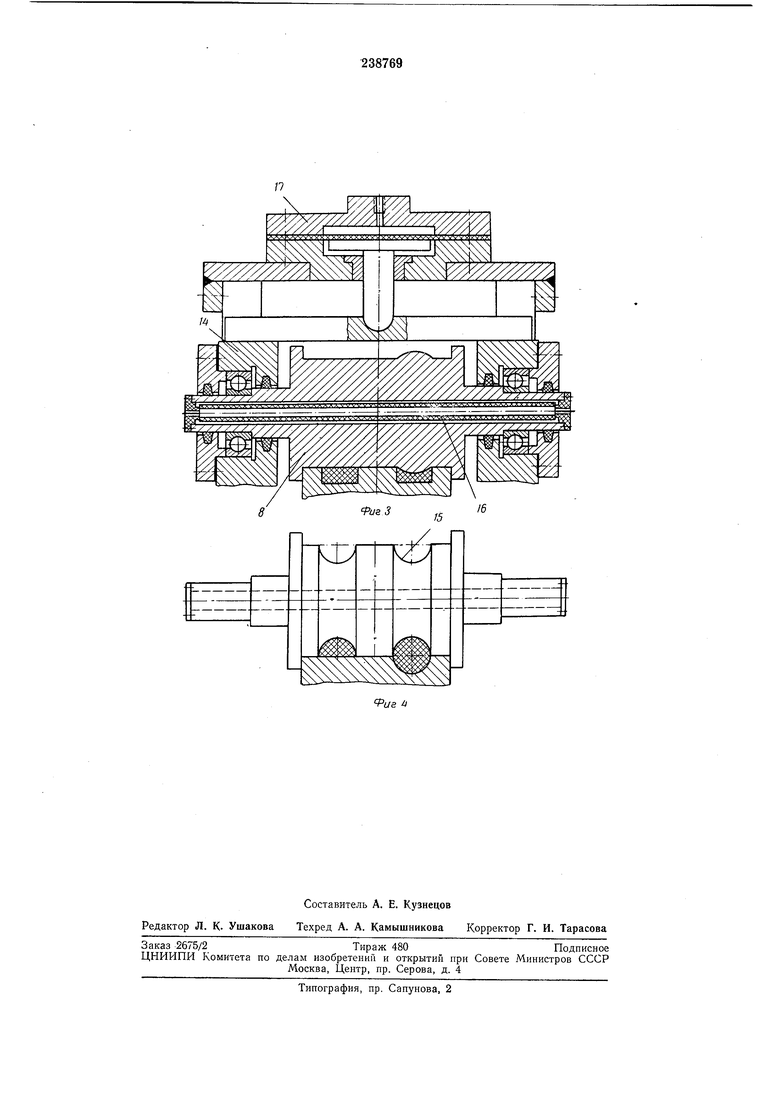
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - разрез ио Л -А иа фиг. 1; на фиг. 3 - часть барабана с формующим роликом и силовым элементом; на фиг. 4 - формующий ролик и часть барабана с примерами выиолнения кольцевых палов. Установка включает смонтированные на станине 1 червячный пресс 2 для непрерывного шприцевания заготовок, барабан 3, выполненный с элементами электрообогрева 4, щеки 5 и 6, установленные па стойках 7, с прикаточными формующими сменными роликами 8, и направляющие ролики 9 для отбора сформовапных частично свулканизованных изделий и ввода заготовок в зазор меладу барабаном 3 и прикаточиыми роликами 8.
смонтированы в подшипниковых опорах /2 дисковые щеки 5 и 5, совершающие от привода 13 колебательные движения на заданный угол, с прикаточными формующими сменными роликами 8, установленными по периметру дисковых щек 5 и в корпусах 14 подшипников и выполненными с кольцевыми пазами 15 заданного профиля и с элементами электрообогрева 16.
Корпуса 14 подшипников формующих роликов 8 расположены и радиально перемещаются в пазах дисковых щек 5 н 6 под действием закрепленных на дисковых щеках 5 и 6 силовых элементов 17, например диафрагм, для безоблойного изготовления заготовок, при беззазорном смыкании формующих ролико з 8 с профильными поверхностями барабана 3.
Установка оборудована вулканизационной камерой 18 непрерывного действия для заверщення процесса вулканизации формуемых заготовок 19.
Шприцуемые червячным прессом заготовки с помощью направляющих роликов непрерывно подают в зазор между обогреваемыми вращающимися профильным барабаном и формующими роликами, совершающими колебагельное движение на заданный угол. При этом происходит непрерывная обкатка заготовок и под действием силового элемента каждого ролика качественное безоблойное формозание заготовок с частичной вулканизацией заготовок, которые затем с помощью направляюохих роликов подают в вулканизационную камеру для завершения процесса вулканизации формуемых заготовок. Таким образом, цикл работы установки для изготовления полимерных профильных заготовок неограниченной длины осуществляется непрерывно.
Предмет изобретения
1.Установка для непрерывного изготовления полимерных заготовок, например полосовых резиновых изделий неограниченной длины, включающая червячный пресс для непрерывного шприцевания заготовок, барабан, выполненный с элементами электрообогрева, щеки, смонтированные на стойках с прикагочными роликами, и направляющие ролики для отбора сформованных и частично свулканизованных изделий и ввода заготовок в зазор между барабаном и прикаточными роликами, отличающаяся тем, что, с целью повышения производительности и качества изготовления нескольких заготовок, одновременно формуемых с заданным профилем, по обеим сторонам вращающегося от электропривода бара-, бана, снабженного сменными профилирующими скорлупами, смонтированы в подшипниковых опорах дисковые шеки, совершающие от привода колебательные движения на заданный угол, с прикаточными формующими сменными роликами, установленными по периметру дисковых щек в корпусах подшипников и выполненными с кольцевыми пазами заданного профиля и элементами электрообогреза.
2.Установка по п. 1, отличающаяся тем, что корпуса подшипников формующих роликов расположены и радиально перемердаются в пазах дисковых щек под действием закрепленных на дисковых щеках силовых элементов, например диафрагм.
3.Установка по пп. 1 и 2, отличающаяся тем, что оборудована вулканнзационной камерой непрерывного действия.
tts
«я; I
i
J