Известно устройство для непрерывной вулканизации под давлением шприцованных резиновых изделий заданной длины и формы, включающее горизонтально распололсенную и смонтированную на опорах герметизированную вулканизационную камеру с элементами сменных уплотнителей, обогрева и терморегулирования жидкостного теплоносителя, промежуточную камеру, выполненную в виде съемной цилиндрической трубы, смонтированную на фланцах вулканизационной камеры и головки червячного пресса, и транспортирующее приспособление, выполненное в виде двух приводных рифленых валиков, смонтированных подвижно на опорах вне камеры, у ее выходного конца.
В известном устройстве не предусмотрены средства для срочного осмотра и замены съемных частей головки червячного пресса, средства синхронизации скорости выхода заготовки из червячного пресса и движения транспортирующего приспособления, что ухудшает качество изделий и понижает производительность труда.
Предложенное устройство отличается от известного тем, что промежуточная камера его снабжена крышкой с байонетным запором и закрепленным внутри этой камеры на консольном штыре датчиком синхронизации скорости выхода заготовки из червячного пресса и транспортирующего приспособления под действием привода, связанного электропроводкой с электроконтактами датчика.
Кроме того, в этом устройстве предусмотрено заполнение вулканизационной камеры до заданного уровня жидкостным теплоносителем, состоящим из слоя легкоплавкого металлического сплава и слоя высококипящего органического продукта, что создает хорошие условия для транспортировки и вулканизации изделий и исключает при этом их деформацию.
Устройство обеспечивает также ускорение и улучшение качества вулканизации изделий и удобство обращения при эксплуатации.
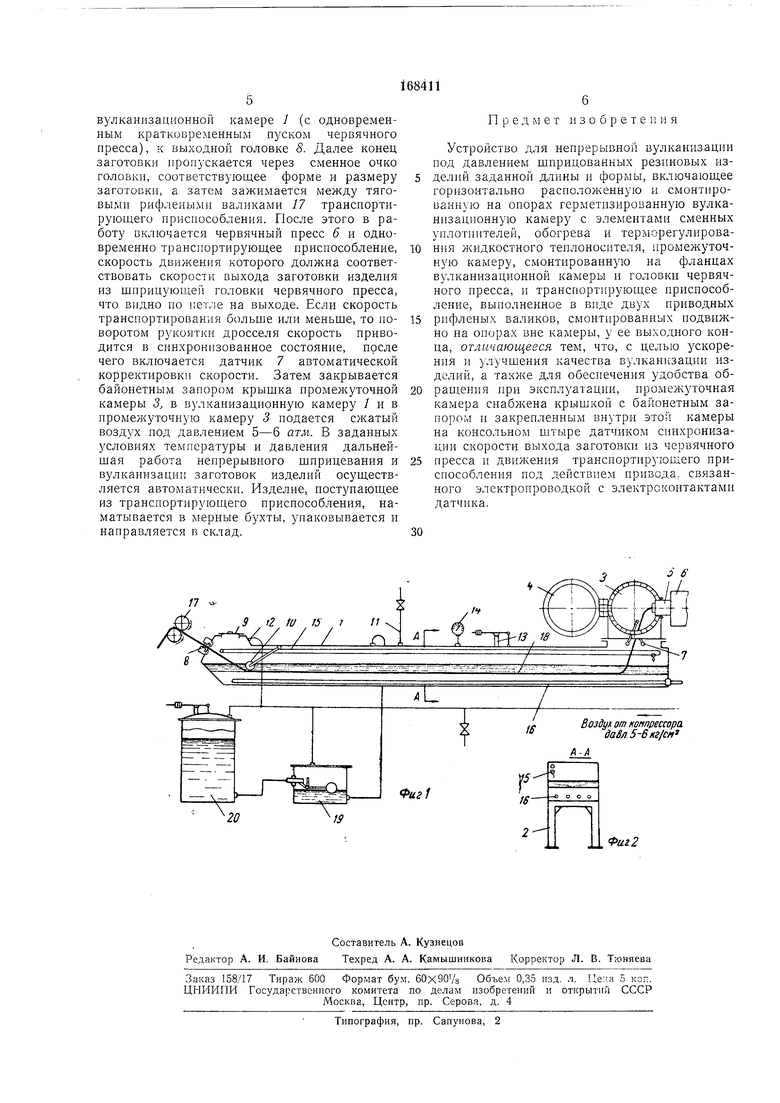
На фиг. 1 схематически изображено предложенное устройство, вид сбоку; на фиг. 2- то же, разрез по А-Л фиг. 1.
Устройство для непрерывной вулканизации под давлением щприцованных резиновых изделий заданной длины и формы включает вулканизационную и промежуточную камеры и приспособления для транспортировки и первоначальной заправки изделия.
Вулканизационная камера / выполнена в виде горизонтально расположенного герметизированного туннеля, смонтированного на скользящих опорах, закрепленных на станине 2. На фланце одного из концов вулканизационной камеры / прикреплена промежуточная камера 3, снабженная крышкой 4, подвешенной на шарнирной петле и имеющей байонетный запор. Сбоку промежуточной камеры 3 распололсен патрубок 5 с уплотнительвой системой, соединенной с головкой червячного пресса 6, выходяш ей своим окончанием в промежуточную камеру 3 так, что позволяет производить ее настройку на выпуск изделия заданного профиля.
Внутри промежуточной камеры 3 на консольном штыре, закрепленном на ее задней стенке, смонтирован датчик 7 с электроконтактами, предназначенный для синхронизации скорости выхода заготовки из червячного пресса 6 и движения транспортируюш,его приспособления.
На втором противоположном конце вулканизационной камеры / на одной из скошенных заглушенных стенок смонтирована выходная головка 8, снабженная сменными уплотнительными вставками. На верхней плоскости этого конца вулканизационной камеры находится лаз 9. Внутри камеры 1 на кронштейне расположен металлический свободно вращающийся ролик 10 с выведенной наружу рукояткой для его подъема и опускания. На верхней плоскости камеры / расположены патрубок // для подачи в камеру жидкого теплоносителя, штуцер 12 для иодачи воздуха, предохранительный клапан 13, манометр 14 для измерения давления в камере / и гнезда для ввинчивания термобаллонов, связанных с терморегуляторами. Внутри камеры / вверху ио продольной стенке располол ено для первоначальной заправки заготовки изделия в вулканизационную камеру приспособление 15. Носледнее выполнено в виде бесконечной цепи и звездочек с выведенными нарул у рукоятками для ручного перемещения цеии.
На дне камеры / продольно по всей длине расположен М-образный стальной змеевик 16, концы которого выведены наружу: один из них связан с системой питания паром, а второй - с конденсационным горшком. Змеевик 16 предназначен для нагрева жидкого теплоносителя. Заданную температуру нагрева автоматически поддерлсивают с помощью соответствующих приборов, введенных в систему нагрева вулканизациоиной камеры.
Транспортирующее приспособление выполнено в виде двух рифленых валиков 17, расположенных один над другим, причем верхний валик расиоложен в подвижных иодшииниках. Рифленые валики связаны между собой при помощи шестерен и звездочек так, что они могут раздвигаться и вращаться навстречу друг к другу с одинаковой скоростью.
Транспортирующее приспособление предназначено для транспортировки готового изделия из выходной головки 8 с помощью рифленых валиков 17, которые обеспечивают равномерное тяговое усилие с заданной линейной скоростью. Оно приводится в действие от
гидропривода, позволяющего илавно изменять скорость вращения валиков в широком диапазоне. Гидродвигатель привода транспортирующего ириспособления питается гидравликой от гидропривода, состоящего из бака для масла, насоса и электродвигателя. Гидропривод снабжен предохранительно-перегрузочным клапаном, дросселем регулировки количества иоступающего в гидродвигатель
масла, манометром контроля давления и дросселем тонкой корректировки скорости движения транспортирующего ирисиособлення. Последний дроссель введен в виде шунта основного дросселя и изменение его регулировки
на увеличение или уменьшение скорости производится при помощи электромагнитов с храповиками вследствие получения электрических импульсов, поступающих от датчика 7, с которым он связан электропроводами. Датчик 7 посылает импульсы в результате воздействия на его систему выходящей из головки червячного пресса щприцуемой заготовки 18, поступающей в вулкаиизационную камеру. Корректировка скорости производится автоматически, т. е. скорость транспортирования изделия синхронизуется со скоростью выхода заготовки из головки червячного пресса.
В вулканизационном устройстве для автоматической компенсации потерь жидкостного
теплоносителя предусмотрен прибор 19, состоящий из герметизированного бачка с поплавковым золотником и штуцерами их присоединения к вулканизационной камере 7 и к емкости 20, имеющей запас теплоносителя.
В качестве теплоносителя в вулканизационной камере применен слой высотой 60-80 мм легкоплавкого металлического сплава (олова, свинца и висмута с точкой плавления 120- ) и слой высококииящего органического
продукта (глицирина и т. ц.) высотой 70- 80 Л1М. Различный удельный вес этих теплоносителей позволяет держать вулканизуемое изделие в камере / во взвешенном строго линейном состоянии, на заданной глубине. При
этом изделие лежит и перемещается на поверхности жидкометаллической среды, что обеспечивает хорошие условия для вулканизации и транспортировки его с затратой незначительного тягового усилия, что исключает деформацию изделия.
Работа устройства для неирерывной вулканизации под давлением щприцованных резиновых изделий осуществляется в следующем порядке.
В змеевик 16 камеры 1 подается пар для нагрева теплоносителя до заданной температуры. Шприцующая головка червячного пресса 6 настраивается на выпуск заданной формы и размера заготовки изделия, конец которого после настройки опускается в вулканизующую среду камеры. Как только нагрев теплоносителя достигнет заданной температуры 150-170°С, свулканизовавшийся конец заго,товки вынимается, крепится к заправочному приспособлению 15 и протягивается по вулканизационной камере 1 (с одновременным кратковременным пуском червячного пресса), к выходной головке 8. Далее конец заготовки пропускается через сменное очко головкп, соответствующее форме и размеру заготовки, а затем зажимается между тяговыми рифлеными валиками 17 транспортирующего присиособления. После этого в работу включается червячный пресс 6 и одновременно транспортирующее приспособление, скорость движения которого соответствовать скорости выхода заготовки изделия из ширицующей головки червячного пресса, что видно по iieiJie на выходе. Если скорость транспортирования больше или меньще, то поворотом рукоятки дросселя скорость приводится в синхронизованное состояние, после чего включается датчик 7 автоматической корректировки скорости. Затем закрывается байонетным запором крышка промежуточной камеры 3, в вулканизационную камеру /ив промежуточпую камеру 3 подается сжатый воздух под давлением 5-6 атм. В заданных условиях температуры и давления дальнейшая работа непрерывного шприцевания и вулканизации заготовок изделий осуществляется автоматически. Изделие, поступающее из транспортирующего приспособления, наматывается в мерные бухты, упаковывается и направляется в склад. If Предмет и з о б р е т е и и я Устройство для непрерывной вулканизацпи под давлением шприцованных резиновых изделий заданной длины и формы, включающее горизонтально расположенную и смонтированную на опорах герметизированную вулканпзационную камеру с элементами сменных уплотнителей, обогрева и терморегулированпя жидкостного теплоносителя, промежуточную камеру, смонтированную на фланцах вулканизационной камеры и головки червячного пресса, и транспортирующее приспособление, выполненное в виде двух приводных рифленых валиков, смонтированных подвижно на опорах вне камеры, у ее выходного конца, отличающееся тем, что, с целью ускорения и улучшения качества вулканизацпи изделий, а также для обеспечения удобства обращения при эксплуатации, промежуточная камера снабжена крышкой с байонетным запором и закрепленным внутри этой камеры на консольном штыре датчиком синхронизации скорости выхода заготовки из червячного пресса и движения транспортирующего присиособления под действием привода, связанного электропроводкой с электроконтактами датчика. Воздик от конпрессора. даВл 5-6 кг/сн
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ПОД ДАВЛЕНИЕМ ШПРИЦОВАННЫХ РЕЗИНОВЫХЗАГОТОВОК | 1969 |
|
SU241657A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Устройство для непрерывной вул-КАНизАции длиННОМЕРНыХ издЕлий | 1979 |
|
SU802075A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ПОД ДАВЛЕНИЕМДЛИННОМЕРНЫХ ИЗДЕЛИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ12 | 1971 |
|
SU426858A1 |
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1980 |
|
SU897561A1 |
| Устройство для непрерывной вулканизации | 1980 |
|
SU887245A1 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1980 |
|
SU923066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2365506C2 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| Установка для непрерывного формования и вулканизации резиновых изделий | 1981 |
|
SU1063622A1 |
