Известны ирессы для вулканизации заготовок бесконечных клиновых ремней, содержащие установленную между плитами пресса промежуточную профильную плиту, приспособление для отрыва свулканизованных участков заготовок от профильной плиты и приспособление для натяжения заготовок ремней, снабженное профильными натяжными барабанами, смонтированными на подвижных каретках.
В приспособлениях таких прессов не предусмотрены средства для механизации процесса отрыва заготовок от профильной плиты пресса перед передвижкой заготовок на следующий участок вулканизации, а также средства для точной установки и удержания заготовок в процессе предварительного и окончательного их натяжения на заданную конечную длину, что снижает производительность прессов.
Предлагаемый пресс отличается от известных тем, что приспособление для отрыва заготовок от профильной плиты выполнено в виде роликов, закрепленных на вращающихся бесконечных цепях и перемещающихся с ними по продольному контуру профильной плиты. Приспособление для натяжения заготовок выполнено в виде перемещающихся на направляющих щтангах ползунов, в продольных прорезях которых перемещаются и усганавливаются по щкале упоры, взаимодействующие с закрепленными на каретках микровыключателями приводов перемещения кареток с профильными натяжными барабанами.
Этот пресс обеспечит механизированный отрыв заготовок ремней от профильной плиты, требуемые промежуточные вытялски заготовок и их конечную длину, что позволит повысить производительность и улучшить качество изготавливаемых ремней.
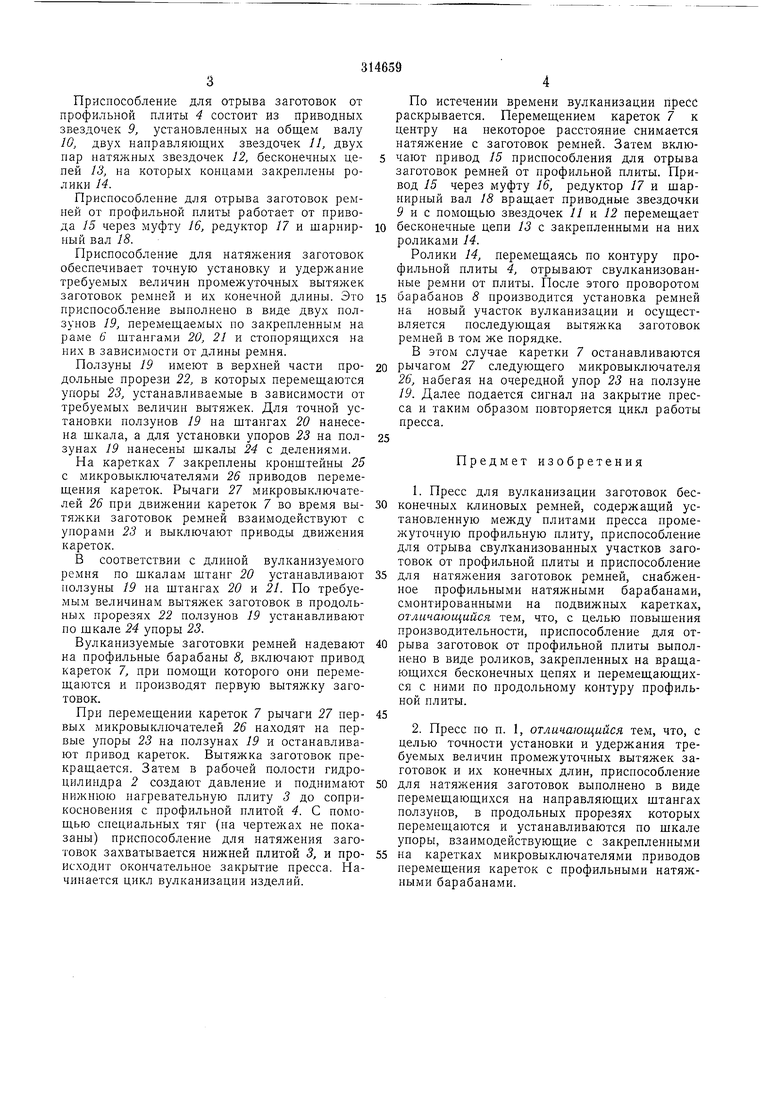
На фиг. 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - механизм отрыва ремней; на фиг. 3 - вид по стрелке Л на
фиг. 2; на фиг. 4 - вид сверху на ползун с упорами.
Пресс для вулканизации заготовок бесконечных клиновых ремней содержит станину /, гидроцилиндр 2, нагревательные плиты t,
профильную плиту 4, перемещающуюся по направляющим 5, приспособление для отрыва заготовок от профильной плиты 4 и приспособление для натяжения заготовок, состоящее из рамы 6 и перемещающихся по ней кареток
7 с приводами (на чертежах не показаны). Каждая каретка 7 снабжена профильным барабаном 8, диаметр которого равен толщине профильной плиты 4. Профильные барабаны установлены так, что всегда находятся на одПриспособление для отрыва заготовок от профильной плиты 4 состоит из приводных звездочек 9, установленных на общем валу 10, двух направляющих звездочек 11, двух нар натяжных звездочек 12, бесконечных цепей 13, на которых концами закреплены ролики 14. Приспособление для отрыва заготовок ремней от профильной нлиты работает от привода 15 через муфту 16, редуктор /7 и шарнир- ю ный вал 18. Приспособление для натяжения заготовок обеспечивает точную установку и удержание требуемых величин промежуточных вытяжек заготовок ремней и их конечной длины. Это is приспособление выполнено в в.иде двух ползунов 19, перемещаемых по закрепленным на раме 6 штангами 20, 21 и стопорящихся на них в зависимости от длины ремня. Ползуны 19 имеют в верхней части про- 20 дольные прорези 22, в которых перемещаются упоры 23, устанавливаемые в зависимости от требуемых величин вытяжек. Для точной установки ползунов 19 на штангах 20 нанесена шкала, а для установки упоров 23 на пол- 25 зунах 19 нанесены шкалы 24 с делениями. Па каретках 7 закреплены кронштейны 25 с микровыключателями 26 приводов перемещения кареток. Рычаги 27 микровыключателей 26 при движении кареток 7 во время вы- 30 тяжки заготовок ремней взаимодействуют с упорами 23 и выключают приводы движения кареток. В соответствии с длиной вулканизуемого ремня по шкалам штанг 20 устанавливают 35 гюлзуны 19 на штангах 20 и 21. По требуемым величинам вытяжек заготовок в продольных прорезях 22 ползунов 19 устанавливают по шкале 24 упоры 23. Вулканизуемые заготовки ремней надевают 40 на профильные барабаны 8, включают привод кареток 7, при помощи которого они перемещаются и производят первую вытяжку заготовок. При перемещении кареток 7 рычаги 27 пер- 45 вых микровыключателей 26 находят на первые упоры 23 на ползунах 19 и останавливают привод кареток. Вытяжка заготовок прекращается. Затем в рабочей полости гидроцилиндра 2 создают давление и поднимают 50 нижнюю нагревательную плиту 3 до соприкосновения с профильной плитой 4. С помощью специальных тяг (на чертежах не показаны) приспособление для натяжения заготовок захватывается нижней плитой 3, и про- 55 исходит окончательное закрытие пресса. Начинается цикл вулканизации изделий. 5 По истечении времени вулканизации пресс аскрывается. Перемещением кареток 7 к ентру на некоторое расстояние снимается натяжение с заготовок ремней. Затем включают привод 15 приспособления для отрыва заготовок ремней от профильной плиты. Привод 15 через муфту 1G, редуктор /7 и шарнирный вал 18 вращает приводные звездочки Рис помощью звездочек И и 12 перемещает бесконечные цепи 13 с закрепленными на них роликами 14. Ролики 14, перемещаясь по контуру профильной плиты 4, отрывают свулканизованные ремни от плиты. После этого проворотом барабанов 8 производится установка ремней на новый участок вулканизации и осуществляется последующая вытяжка заготовок ремней в том же порядке. В этом случае каретки 7 останавливаются рычагом 27 следующего микровыключателя 26, набегая на очередной упор 23 на ползуне 19. Далее подается сигнал на закрытие пресса и таким образом повторяется цикл работы пресса. Предмет изобретения 1. Пресс для вулканизации заготовок бесконечных клиновых ремней, содержащий установленную между плитами пресса промежуточную профильную плиту, приспособление для отрыва свулканизованных участков заготовок от профильной плиты и приспособление для натяжения заготовок ремней, снабженное профильными натяжными барабанами, смонтированными на подвижных каретках, отличающийся тем, что, с целью повышения производительности, приспособление для отрыва заготовок от профильной плиты выполнено в виде роликов, закрепленных на вращающихся бесконечных цепях и перемещающихся с ними по продольному контуру профильной плиты. 2. Пресс по п. 1, отличающийся тем, что, с целью точности установки и удержания требуемых величин промежуточных вытяжек заготовок и их конечных длин, приспособление для натяжения заготовок выполнено в виде перемещающихся на направляющих штангах ползунов, в продольных прорезях которых перемещаются и устанавливаются по шкале упоры, взаимодействующие с закрепленными на каретках микровыключателями приводов перемещения кареток с профильными натяжпыми барабанами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к вулканизационному прессу для натяжения заготовок бесконечных приводных ремней | 1981 |
|
SU1065237A1 |
| Устройство для натяжения заготовок к прессу для вулканизации бесконечных ремней | 1978 |
|
SU939286A1 |
| Устройство для вулканизации бесконечных ремней | 1985 |
|
SU1274937A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU376265A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU238769A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ ЗУБЧАТЫХ ЛЕНТ | 1992 |
|
RU2021140C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU255538A1 |
| Пресс для вулканизации заготовок бесконечных резинотканевых изделий | 1989 |
|
SU1682189A1 |

.2
3
:ю
I I о у ft
zsni
l°
22
I o о jpH
