По авт. св. 238769 известна устайовка для ненрерывиого изготовления полимерных заготовок.
В известной установке не предусмотрено применение обогреваемых дуговых формующих плит, что не обеспечивает качественной вулканизации толстостенных заготовок из-за невозможности создания на них достаточного удельного давления, например, с иомощью применяемых для тех же целей стальных лент.
Пель изобретения - обеспечение качественной вулканизации толстостенных заготовок. Для этого в предлагаемой установке между прикаточными роликами и профильным барабаном смонтированы подвижные дуговые формующие плиты, шарнирно закрепленные на барабане и соединенные с откидным механизмом.
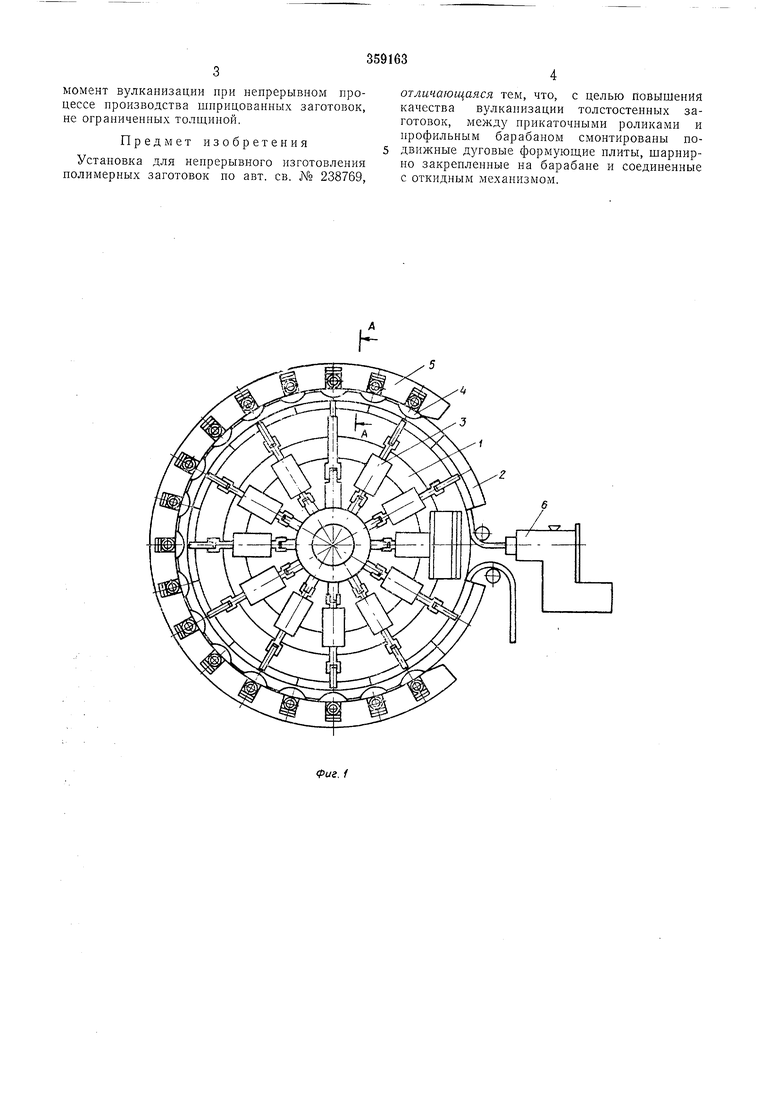
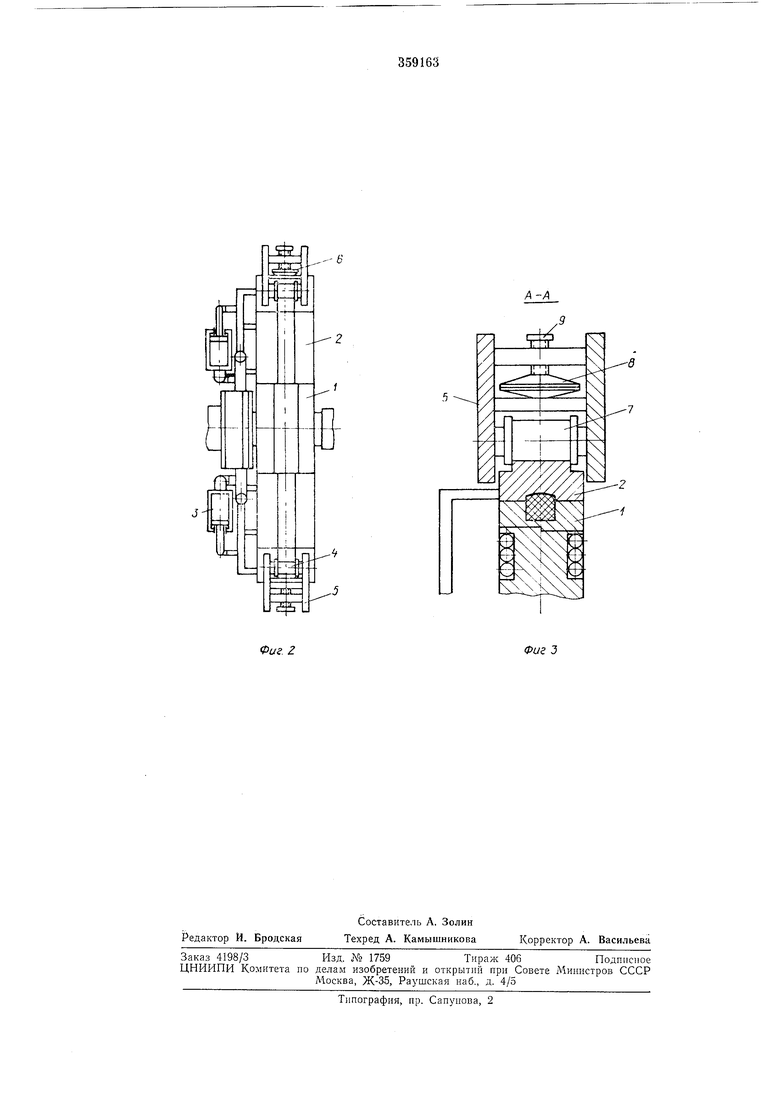
Па фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - часть барабана с дуговой формующей плитой и силовым элементом, разрез по А-А фиг. 1.
Установка содержит обогреваемый вращающийся барабан /, обогреваемые дуговые формующие илиты 2, щарнирно закрепленные на барабане и соединенные с откидными механизмами 3, механизмы поджима дуговых формующих плит 4, скобу 5 и щприцмащину 6.
Механизмы поджима дуговых формующих плит содержат ролик 7, на который воздействуют пластинчатые пружины 8.
Регулировка усилия поджатия ролика 7 осуществляется с номощью винта 9.
стройство работает следующим образом.
Пепрерывно шприцованный профиль поступает из шприцмашины в зазор между барабаном 1 и дуговой формующей плитой 2. В момент, когда дуговая формующая плита попадает в сектор заправки и отбора шприцованного профиля, дуговая формующая плита отводится с помощью откидного механизма 3, например гидроцилиндра с системой рычагов, что обеспечивает непрерывную заправку и отбор шприцованной заготовки.
Вулканизационный барабан / непрерывно вращается вместе с дуговыми формующими плитами 2.
Дуговые формующие плиты перемещаясь попадают иод ролик 7, который прижимает их к барабану / силовым элементом, например тарельчатой пружиной 8.
Обратное воздействие усилия силового элемента воспринимается скобой 5. Регулировочный винт 9 позволяет регулировать удельное давление на формующие изделия в момент вулканизации.
момент вулканизации при непрерывном процессе производства шприцованных заготовок, не ограниченных толщиной.
Предмет изобретения
Установка для непрерывного изготовления полимерных заготовок по авт. св. № 238769,
отличающаяся тем, что, с целью повышения качества вулканизации толстостепных заготовок, между прикаточными роликами и профильным барабаном смонтированы подвижные дуговые формующие плиты, шарнирно закрепленные на барабане и соединенные с откидным механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU255538A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU238769A1 |
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1968 |
|
SU220483A1 |
| Установка для непрерывного полученияСпиРАльНО НАВиТыХ ТРуб из лЕНТТЕРМОплАСТОВ | 1978 |
|
SU804487A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1706745A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1703219A2 |
А-А
Фиг. Z
Фиг J
