,1
MsiBecTHH обрезные штампы, содержащие луансои с обрезиым «ожом и направляюндими колоннами и матрицу с направляющими втулками.
Предлож енный штамл отличается от известных тем, что, с целью возможности осущест1вления «а нем сварки термопластичных изделий, пуансон вылоляен в виде подоружиненного электрода, подключенного к источнику тока высокой частоты, при этом коаксиально К электроду расположен об резвой нож, а направляющие втул1ки -снабжены изоляторами для предотвращения потери электрической энергии.
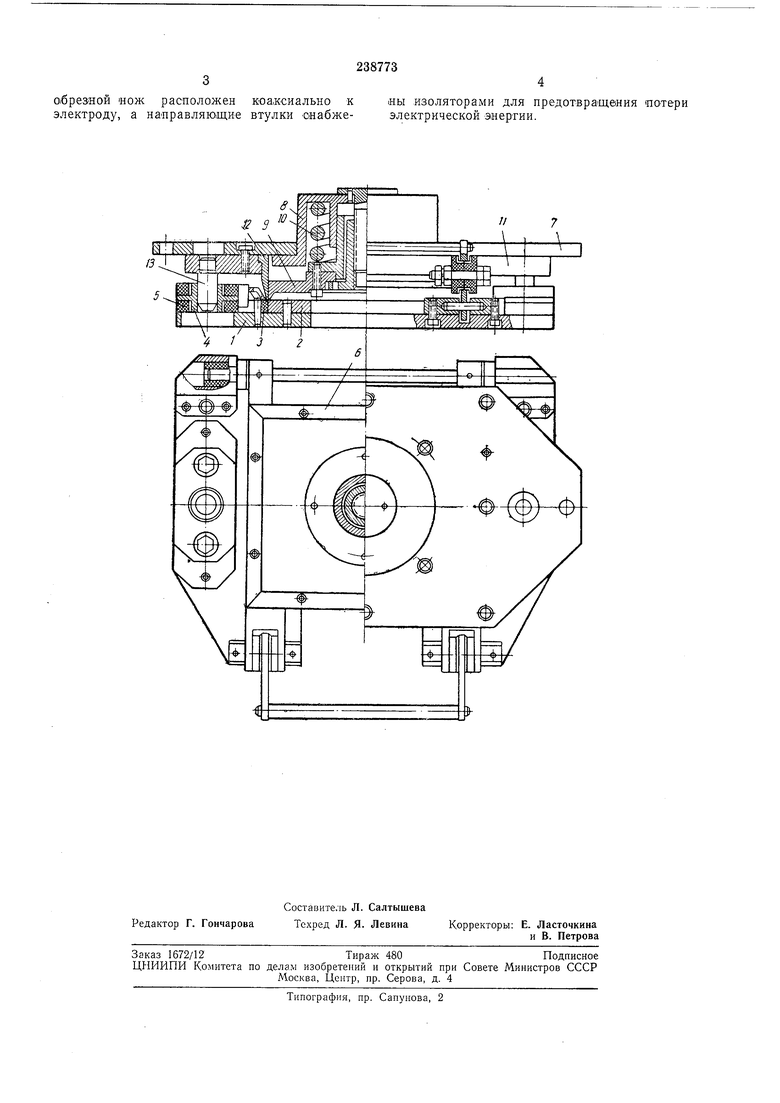
На чертеже схематически изображен описываемый штамп.
Штамп состоит из двух частей: верхней и нижней (основание). Верхняя часть крепится на верхней плите, а нижняя-съемная и устанавливается по соответствующим упорам на нижней плите высокочастотной установки для термопластичных пленок.
На основании / неподвижно расположены о,брезная матрица 2, резино вый буфер-|щаблон 3, направляющие втулки 4 в изоляторах 5 и рамки 6. Верхняя часть имеет плиту 7, на -которой смонтированы опорная втулка 8, электрод 9 с пружиной 10, рассчитанной на усилие сварки, плиту 11 с 0|брезным ножом 12 и натравляющие колонки 13.
Свариваемые заготовки укладываются по буферу-шаблону 3 на обрезную матрицу 2, прижимаются рамжой 6, и нижняя часть штампа по упорам устанавливается на нижней плите высокочастотной установки. После этого опускается верхняя плита установки, в начале происходит фиксация по направляющим колонкам верхней и нижней частей штампа, потом - прижим заготовок электродом 9 к обрезной матрИЦе 2, и включается высокое напряжение, которое проходит от верхней к нижней плите высокочастотной устаиовки через плиты 7 и //, электрод 9, обрезную матрицу 2 и основание /, вследствие этого между электродом Р и обрезной матрицей создается высокочастотное поле сварки.
По окончании сварки произойдет дальнейшее опускание верхней плиты на величину обрезка, а следовательно, обрезка сваренного изделия по .кромке контура сварного щва.
Предмет изобретения
Обрезной штамп, содержащий пуансон с обрезным «ожом и направляющими колоннами и матрицу с направляющими- втулками, отличающийся тем, что, с целью возможности осуществления на нем сварки термопластичных изделий, пуансон -выполнен в виде подпружиненного электрода, подключенного к источнику то-ка высокой частоты, при этом 3 0|брезной иож расположен коажсиально к электроду, а направляющие втулки сиабже4«ы И;золятора1ми для предотвращеиия потери электрической энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ПРИПУСКА ПО ЗАМКНУТОМУ КОНТУРУ | 1997 |
|
RU2119840C1 |
| Штамп совмещенного действия | 1978 |
|
SU742022A1 |
| Штамп совмещенного действия для обрезки облоя и правки поковок | 1961 |
|
SU149999A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1984 |
|
SU1228324A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |