По основному авт. св. № 231321 известно устройство для контроля положения инструмента.
Предложенное устройство отличается от известного тем, что оно дополнительно снабжено рамой, выполненной так, что она может перемещаться вдоль оси пресса и имеющей направляющие, установленные в кронштейне, смонтированном на станине пресса. Это позволяет определять положение геометрической оси инструмента относительно оси главного цилиндра пресса.
Рама жестко связана со щтоком, например, гидравлического цилиндра, также установленного на кронштейне, что обеспечивает перемещение рамы.
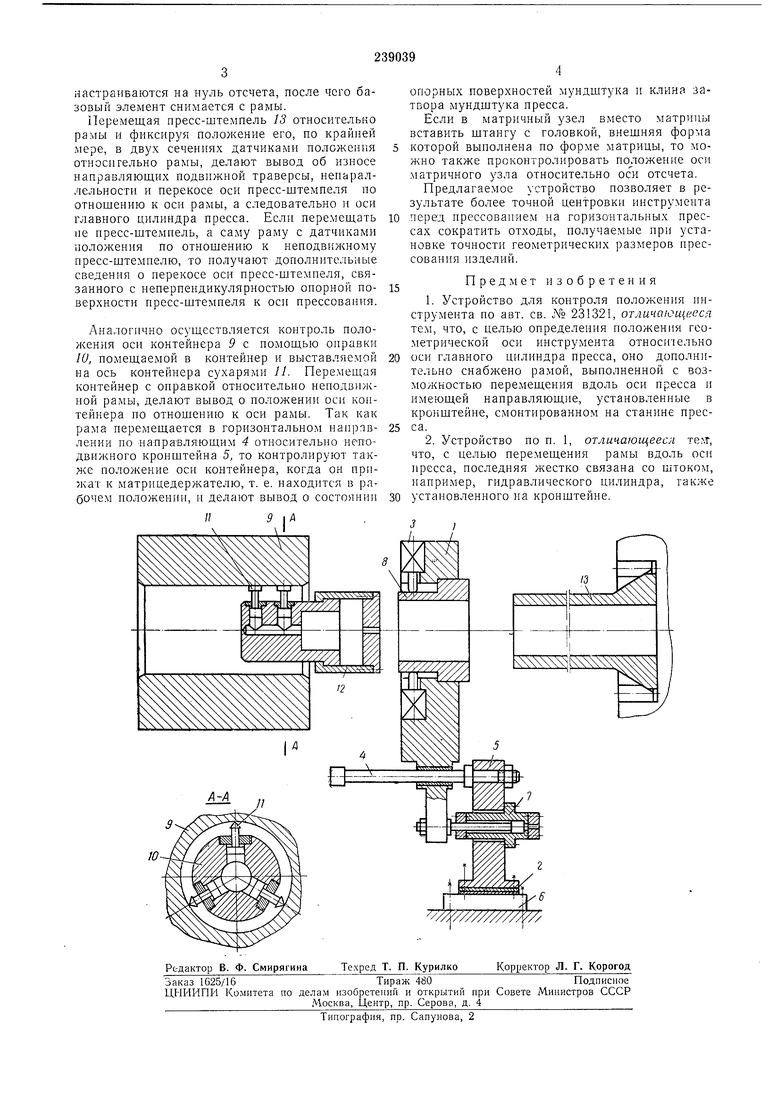
На чертеже изображено предлагаемое устройство с разрезом по Л-А.
Устройство содержит раму /, ось которой при монтаже пресса выставляется с помощью оптических приборов на ось главного цилиндра (не показан), например прокладками 2 и фиксируется в этом положении. На раме / монтируются датчики положения 3, с помощью которых осуществляется контроль положения прессового инструмента относительно оси рамы, как базы отсчета о величине и направлении расцентровки судят по сигналам на отсчетном устройстве с пульта мащиниста. Рама может перемещаться в горизонтальном направлении по направляющим 4 относительно кронштейна 5 рамы с помощью, например, гидроцилиндра 7. Кронштейн 5 установлен на специальных, не подвергающпхся износу, направляющих 6 станины пресса.
На раме имеется база для установки датчиков на нуль отсчета. Такой установочной базой является кольцо 8. Для контроля положения оси контейнера 9
относительно оси рамы / в него помещают специальную оправку W, выставляемую на ось контейнера сухарями 11 в двух сечениях по 3 сухаря в каждом сечении. Сухари могут раздвигаться одновременно с помощью, например, пневматического цилиндра 12, так как внутренняя полость корпуса оправки связана с пазами, в которых размещены сухари.
Корпус оправки можно выставлять на оси втулки контейнера, размер которой колеблстся в зависимости от технологической гемпературы прессования (300-480°С).
Контроль положения прессового инструмента осуществляется с помощью предлагаемого устройства следующим образом.
При необходимости проконтролировать взаимное положение инструмента на специальные неизнашиваемые направляющие станины пресса устанавливается рама 1, ось которой совпадает с осью главного цилиндра. С помо
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К ТРУБОПРОФИЛЬНОМУ ПРЕССУ ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ ИНСТРУМЕНТА ОТНОСИТЕЛЬНОКОНТЕЙНЕРА | 1968 |
|
SU231321A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| СПОСОБ ВЫВЕРКИ И КОНТРОЛЯ СООСНОСТИ ПРЕССОВОГО ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234386C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГРУППОВОЙ СБОРКИКОНВЕЙЕРОВРОЛИКОВ | 1972 |
|
SU333000A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1970 |
|
SU259035A1 |
