Предлагаемый способ изготовления бескорпусных шарошечных долот с центральной нромывкой может быть применен на заводах, вынускающих буровые долота для нефте- и горнодобываюш,ей промышленности.
Известны способы изготовления долот, преимущественно бескорпусных шарошечных с центральной промывкой, включающие сборку и сварку несущих и вспомогательных швов.
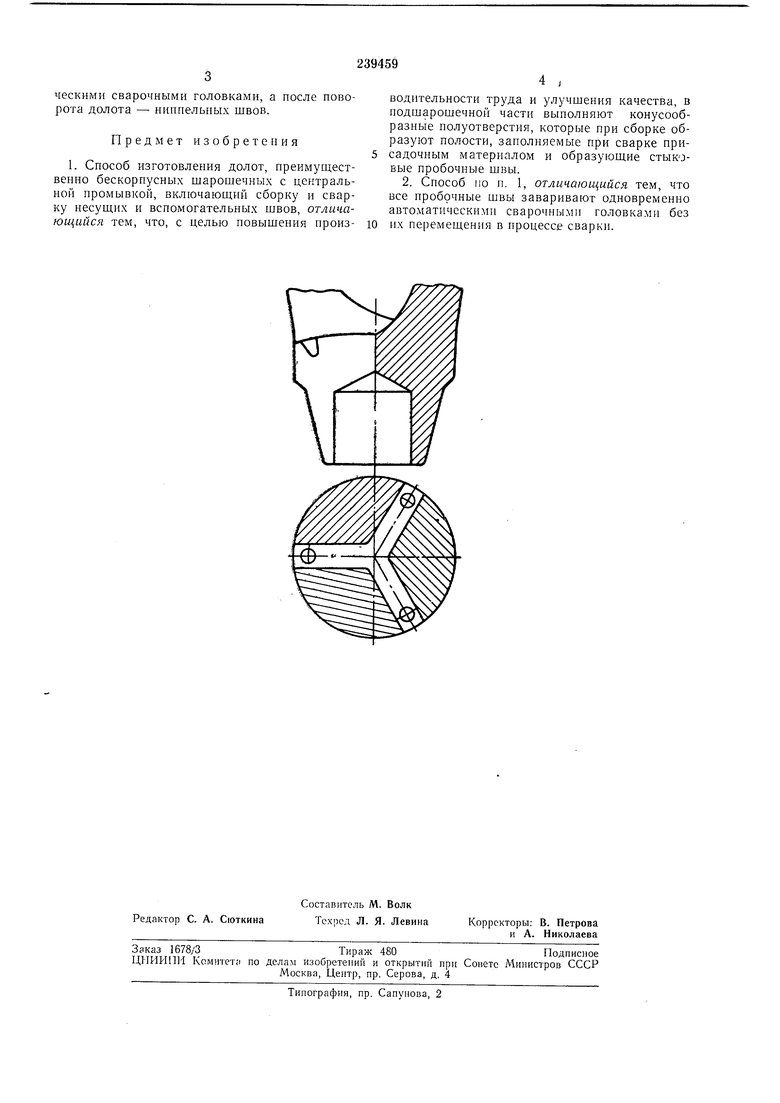
Предложенный способ отличается от известного тем, что в подшарошечной части выполняют конусообразные полуотверстия, которые при сборке образуют полости, заполняемые при сварке присадочным материалом и образующие стыковые пробочные щвы. Все пробочные щвы заваривают одновременно автоматическими сварочными головками, не перемещая их в процессе сварки.
Известный способ соединения долот, например трехшарошечных, заключается в следующем.
Собранное на прихватках или с помощью сборочных хомутов долото устанавливается с горизонтально расположенной осью в приспособление для сварки.
Сварка трех наружных и трех внутренних стыковых швов с V-образной разделкой кромок (угол раскрытия 60-70°) выполняется последовательно в нижнем положении с применением полуавтоматической сварки под флюсом или в среде углекислого газа. Наружные швы - основные несущие, внутренние - вспомогательные, обеспечивающие жесткость ниппельно) части при нарезании резьбы.
В связи со значительным объемом сварочной ванны основного шва удержание расплавленного металла на торцах шва вызывает большие затруднения. Сварка таких швов трудоемка и требует высокой квалификации элек тросварщика.
Предлагаемое изобретение ликвидирует выще перечисленные недостатки путем соединения секций долот пробочными стыковыми швами, которые предельно упрощают конфигурацию сварных соединений, сохраняя необходимую прочность долота. Место рационального расположения пробочных швов выбрано на основании рассмотрения приближенной эпюры напряжений, возникающих в сварном шве в результате действия расклиниваюн-1их усилий.
Сварка пробочных швов сводится к заполнению разделки, имеющей вид конусообразного глухого отверстия. При этом ось долота располагается вертикально.
ческими сварочными головками, а после поворота долота - ниппельных швов.
Предмет изобретения
1. Способ изготовления долот, иреимущественно бескорпусных шарошечных с центральной промывкой, включающий сборку и сварку несуш,нх и вспомогательных швов, отличающийся тем, что, с целью повышения ироизводительности труда и улучшения качества, в подшарошечной части выполняют конусообразные нолуотверстия, которые при сборке образуют полости, заполняемые при сварке присадочным материалом и образу ошие стыковые пробочные швы.
2. Способ п. 1, отличающийся тем, что все пробочные швы заваривают одновременно автоматическими сварочными головками без их перемеш,ения в процессе сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| ЙДТЕНТНО- -'AiБИБЛИОТЕКА | 1970 |
|
SU271695A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| Способ сборки шарошечного долота | 1989 |
|
SU1665013A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ электрошлаковой сварки | 1977 |
|
SU721288A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
