Известен способ производства прямошовных труб большого диаметра путем сборки и сварки четного количества предварительно сформовВНных заготовок, соединяемых технологическими и рабочими продольными стыковыми двусторонними швами. Такая технология целесообразна при изготовлении труб со стенками повышенной толш;ины (10-12 мм), так как при увеличении толщины стенки трубы и совмещении процессов сварки рабочих швов со сборкой заготовок в трубу значительно возрастает вероятность образования горячих трещин в сварном щве.
В предлагаемом изобретении с целью повыП1ения производительности процесса сварки и экономии производственных площадей технологические швы противоположных стыков заваривают один с внутренней, другой с наружной сторон трубы, а при наличии разделки кромок - по всему сечению стыка. После этого рабочие щвы выполняют вначале одновременно на противоположных стыках со стороны, обратной технологическим щвам, затем - по технологическим щвам, а при наличии разделки кромок - одновременно с любой стороны технологических щвов.
На фиг. 1 изображена схема последовательности выполнения технологических и рабочих швов на трубах, собираемых из четырех предварительно сформированных заготовок; на
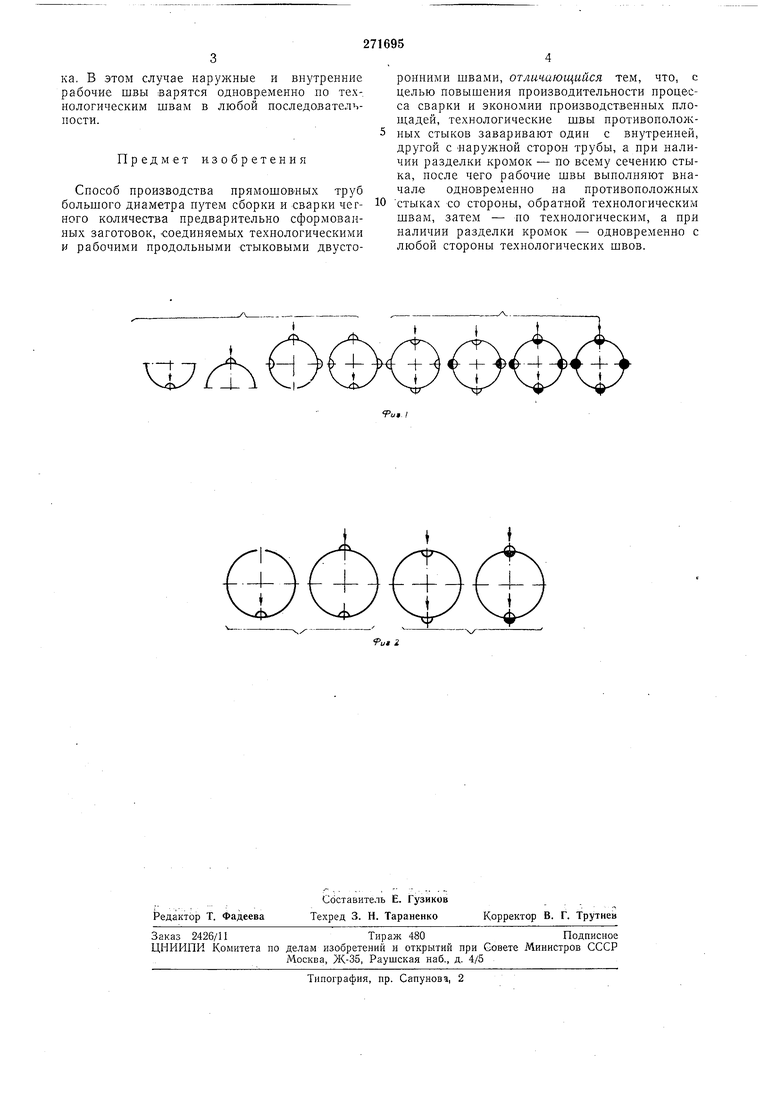
фиг. 2 пзобралчена та же схема для труб, собираемых из двух заготовок.
При сварке труб из четырех заготовок первые два технологических шва сваривают по одному на каждом полуцилиндре, собираемом из двух четвертьцилиндров. Причем на одном полуцилиндре шов накладывается с наружной его стороны, а на другой с внутренней. После сборки полуцнлИНДров в трубу, очередные два технологических шва сваривают также по одному с внутренней и наружной сторон трубы.
После осуществления такой последовательности выполнения технологических швов рабочие швы сваривают одновременно с внутренней и наружной сторон трубы. При этом технологические швы закрывают зазоры и обеспечивают воз.люжность сварки рабочих швов на весу. Последовательно поворачивая трубу
на 90°, процесс повторяется, и в результате, все восемь рабочих щвов сваривают за четыре прохода.
При сварке труб из двух заготовок технологические швы также выполняются с внутренней и наружной сторон труб, что позволяет одновременно варить внутренние и «аружныр рабочие швы, т. е. четыре рабочих шва сварить за два про.хода. При разделке кромок технологические шзы
ка. В этом случае наружные и внутренние рабочие швы варятся одновременно по технологическим швам в любой последовательности.
Предмет изобретения
Способ производства прямошовных труб большого диаметра путем сборки и сварки чегного количества предварительно сформованных заготовок, соединяемых технологическими и рабочими продольными стыковыми двусторонними швами, отличающийся тем, что, с целью повышения производительности процесса сварки и экономии производственных площадей, технологические швы противоположных стыков заваривают один с внутренней, другой с Наружной сторон трубы, а при наличии разделки кромок - по всему сечению стыка, после чего рабочие швы выполняют вначале одновременно на противоположных стыках со стороны, обратной технологическим швам, затем - по технологическим, а при наличии разделки кромок - одновременно с любой стороны технологических швов.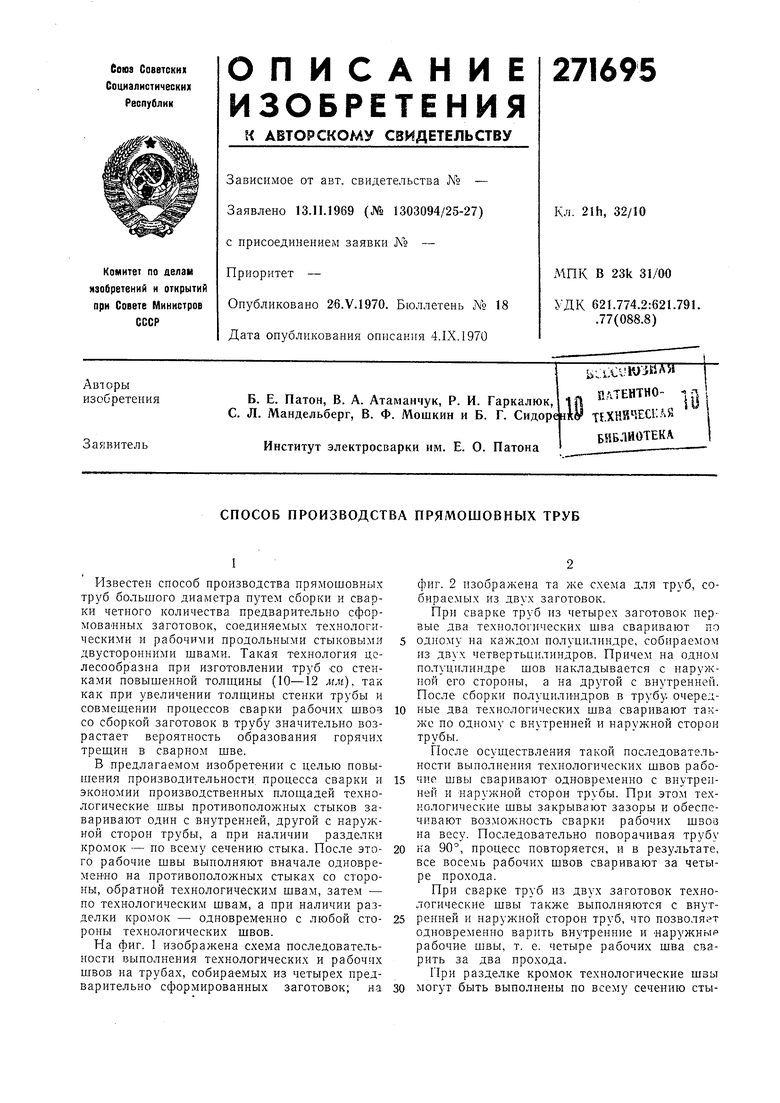
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАДНЕЙ ПЛИТЫ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2167455C2 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ПРЯМОШОВНОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2005 |
|
RU2297896C2 |
| Способ изготовления прямошовных труб | 1984 |
|
SU1274890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛОТ | 1969 |
|
SU239459A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
-7 хК тН
Viy / LA Vi
