Известно устройство для сварки и наплавки, содержащее источник питания, наплавочиую головку с приводным механизмом подачи присадочной проволоки и подкл очеиную параллельно дуге цепь управления с кондепсатором и шунтированным сопротивлением диодом.
Предложенное устройство отличается от известного тем, что в цеии управления установлено реле, срабатывающее при разряде конденсатора на дуговой промежуток и отключающее источник питания и привод механизма подачц присадочной проволоки после отделения первой капли.
Такое выполпение позволяет стабилизировать качество изделий, вьшолиенных точечной наплавкой.
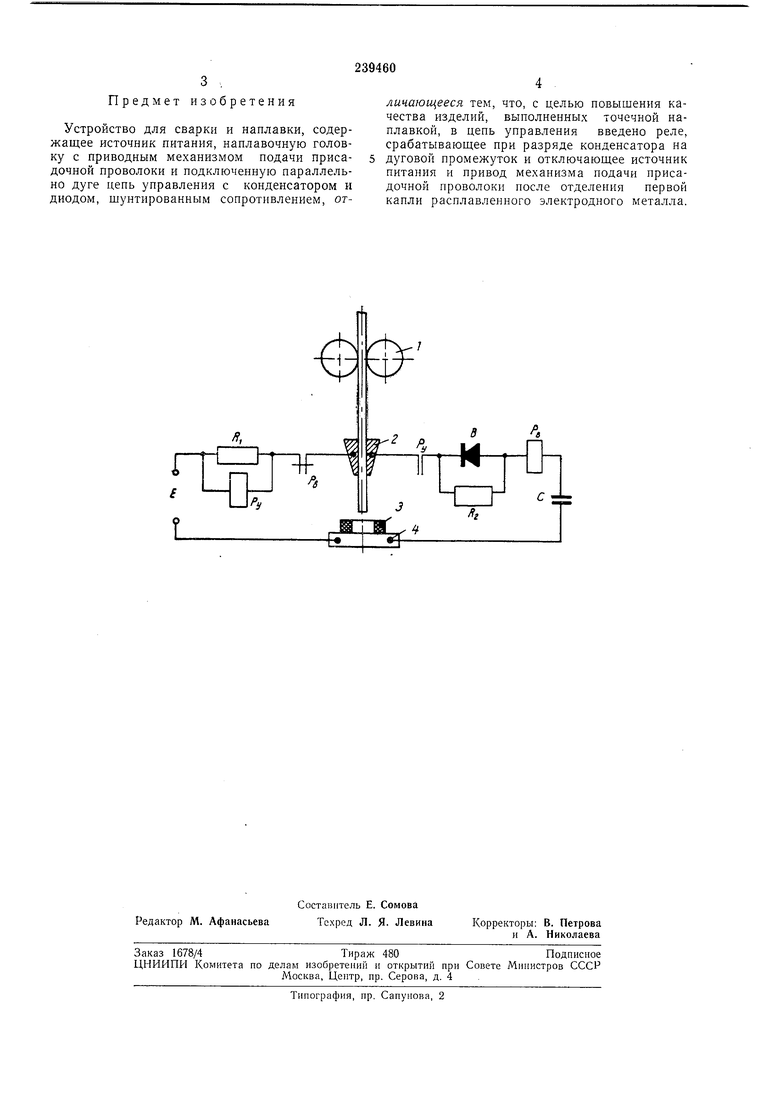
Предлагаемое устройство для сварки и наплавки схематично изображено на чертеже.
Оно состоит из реверсивного механизма подачи электрода /, горелки с токоподводящим мундштуком 2, теплоизолирующей формы , соирикасающейся с деталью 4, и автоматического выключателя.
При включении источника тока Е и механизма подачи электрод соприкасается с деталью, в результате чего в цепи возникает ток и от падения напряжения на R возбуждается реле упреждения Ру, которое подключает к дуге конденсатор С через сопротивление и реле выключения Р Емкость конденсатора и величина сопротивления выбираются такпми, чтобы за время горения дуги при -формировании капли конденсатор зарядился до напряжения душ. Зарядный ток копденсатора получается малым, и реле Р не возбуждается.
В процессе горения дуги па конце электрода образуется капля расплавленного металла, которая постепенно увеличивается и поднимается. При подаче электрода вниз с определенной скоростью капля остается практически
на постоянном расстоянии от детали, и дуга горит устойчиво. При этом капля продолжает расти, а затем, по достижении некоторого размера, отрывается и иадает на деталь. В момент отрыва капли длина дугового промежутка уменьшается, напряжение на дуге падает, и конденсатор С разряжается на дуговой промежуток через реле Р и вентиль В. Разрядный ток при этом получается большим, так как сопротивление Rz шунтируется вептилем .6, и реле Р срабатывает, выключая источник тока и механизм подачи электрода. Источник тока и механизм подачи должны иметь свои выключатели, например самоблокнруюшиеся реле, на которые воздействует реПредмет изобретения
Устройство для сварки и наплавки, содержащее источник питания, наплавочную головку с приводным механизмом подачи присадочной проволоки и подключенную параллельно дуге цепь управления с конденсатором и диодом, шунтированным сопротивлением, отличающееся тем, что, с целью повышения качества изделий, выполненных точечной наплавкой, в цепь управления введено реле, срабатывающее при разряде конденсатора на дуговой промежуток и отключающее источник питания и привод механизма подачи присадочной проволоки иосле отделения первой капли расплавленного электродного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для управления подачей присадочной проволоки при сварке и наплавке | 1974 |
|
SU548393A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1968 |
|
SU221874A1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
я,
C riF-1
fy
