ИзОбретение относится к устройствам для проверки на 1герметич1ность полых «зделий, например коробок противогазов, и может быть использованоВ химической, авиационной илищевой промышленности.
Известны устройства аналогичного назначения, садержащие зажимные устройства, снабженные каналами, связаиными с пневмосистемой, съемно-подающий механизм и датчик для контроля герметичности -проверяемого изделия.
Предложенное устройство дополнительно снабжено рядом датчиков с таким расчетом, чтобы каждому зажнмному устройству соответствовал индивидуальный датчик. Зажимные устройства закреплены на неподвижной станине и имеют упоры фиксации изделий. Съемно-лодающий механизм выполнен в виде подъемного стола с цент рирующими призмами, взаимодействующего с отсекателем изделий. Такое выполнение устройства позволяет повысить чувствительность ,и точность контроля.
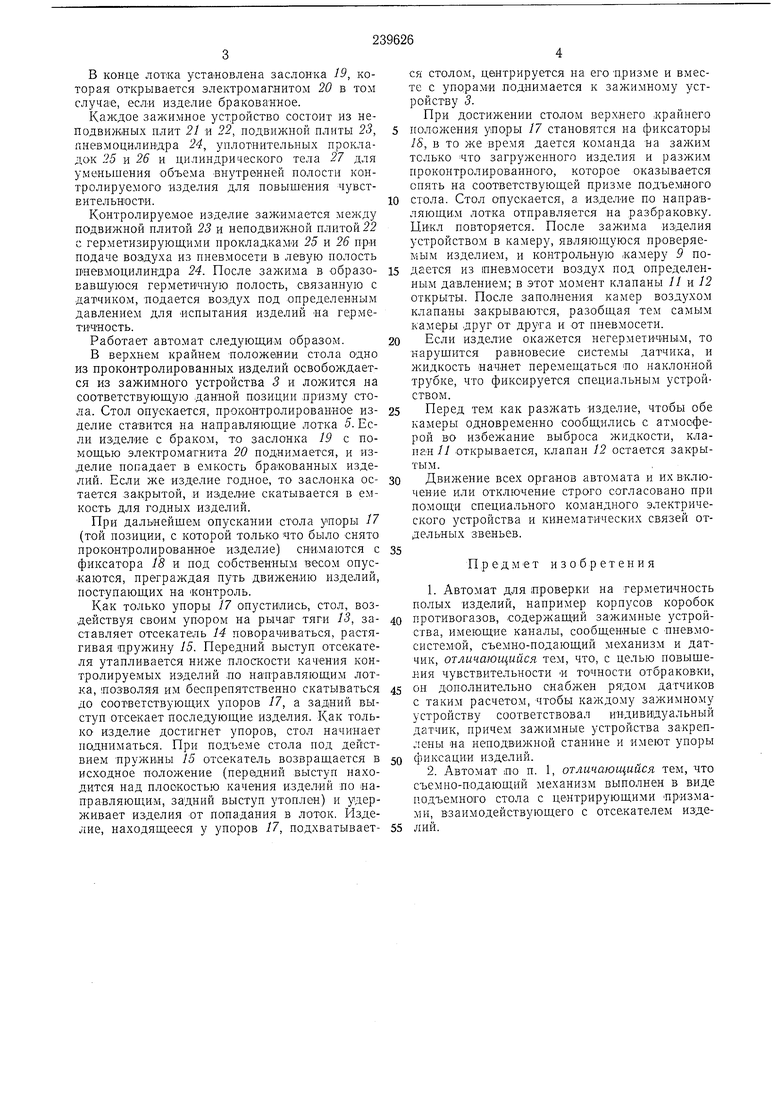
На |фиГ. 1 нредставлен предложенный автомат, общий вид; на фиг. 2 - зажимное устройство.
Автомат содержит станину /, на направляющих 2 которой закреплены устройства 3 для зажима контролируемых нзделий 4; лотки 5, имеющие заданный наклон, по которым
изделия 4 скатываются на контроль и разбраковку; съемно-подающий механизм, выполненный в виде подъемного стола 6 и снабженный призмами 7 для центрирования изделий. Каждому залчимному устройству соответствует индивидуальный датчик 8, содержащий контрольную камеру 9 и наклонную стеклянную трубку 10, заполненную частично жидкостью. Второй камерой датчика является контролируемое изделие 4.
Для заполнения камер воздухом из внещней сети и разобщения их друг от друга и от сети во время проверки служат два клапана// и/2. Управление клапанами осз/ществляется от специального программного устройства.
Подъемный стол кинематически связан через тягу 13 с отсекателем 14, который обеспечивает поштучное питание автомата контролируемыми изделиями в строго определенные
моменты времени. В исходное положение отсекатель возвращается пружиной 15. Подъем
и опускание стола производятся пневмоцилиндром 16.
Для ограничения контролируе.мого изделия по лотку и остановки его в строго определенном положении каждое зажимное устройство имеет упоры /7, которые перемещаются вверх и вниз в направляющих втулках и фиксируются в верхнем положении фиксатоВ конце лотка установлена заслонка 19, которая открывается электромагнитом 20 в том случае, есл:И изделие бракованное.
Каждое зажимлое уст.ройство состоит из неподвижных плит 21 и 22, подвижной плиты 23, пневмоцилиндра 24, уплотнительных прокладок 25 и 25 и цилиндрического тела 27 для уменьшепия объема внутренней полости контролируемого изделия для повыш ения чувствительности.
Контролируемое изделие зажимается между подвижной плитой 23 и неподвижной плитой 22 с герметизирующими прокладками 25 и 26 при подаче воздуха из пневмосети в левую полость пневмоцилиндра 24. После зажима в образовавшуюся герметичную полость, связанную с датчиком, Подается воздух под определенным давлением для испытания изделий «а герметичность.
Работает автомат следующим образом.
В верхнем крайнем положении стола одно из проконтролированных изделий освобождается из зажимного устройства 3 и ложится на соответствующую данной позиции призму стола. Стол опускается, проконтролированное изделие ставится на направляющие лотка 5. Еели И31делие с браком, то заслонка 19 с помощью электромагнита 20 поднимается, и изделие попадает в емкость бракованных изделий. Если же изделие годное, то заслонка остается закрытой, и И3(делие скатывается в емкость для годных изделий.
При дальнейшем опускании стола упоры 17 (той позиции, с которой только что было снято проконтролир01ванное изделие) снимаются с фиксатора 18 и под собственным весом опускаются, преграждая путь движению изделий, поступающих на контроль.
Как только упоры 17 опустились, стол, воздействуя своим упором на рычаг тяги 13, заставляет отсекатель 14 поворачиваться, растягивая оружину 15. Передний выступ отсекателя утапливается ниже плоскости качения контролируемых изделий по направляющим лотка, позволяя им беспрепятственно скатываться до соответствующих упоров 17, а задний выступ отсекает последующие изделия. Как только изделие достигнет упоров, стол начинает подниматься. При подъеме стола под действием пружины 15 отсекатель возвращается в исходное Положение (передний выступ находится над плоскостью качения изделий по направляюпшм, задний выступ утоплен) и удерживает изделия от попадания в лоток. Изделие, находящееся у упоров 17, подхватывается столом, центрируется па его дризме и вместе с упорами поднимается к зажимному устройству 3.
При достижении столом верхнего крайнего положения упоры 17 становятся на фиксаторы IS, в то же время дается команда на зажим только что загруженного изделия и разжим проконтролированного, которое оказывается опять на соответствующей призме подъемного
стола. Стол опускается, а изделие по направляющим лотка отправляется на разбраковку. Цикл повторяется. После зажима изделия устройством в камеру, являющуюся проверяемым изделием, и контрольную камеру 9 подается из юневмосети воздух под определенным давлением; в этот момент клапаны // и 12 открыты. После заполнения камер воздухом клапаны закрываются, разобщая тем самым камеры друг от друга и от пневмосети.
Если изделие окажется негерметичным, то нарушится равновесие системы датчика, и жидкость начнет перемещаться но наклонной трубке, что фиксируется специальныл устройством.
Перед тем как разжать изделие, чтобы обе камеры одновременно сообщились с атмосферой во избежание выброса жидкости, клапан 11 открывается, клапан 12 остается закрытым.
Движение всех органов автомата и их включение или отключение строго согласовано при помощи специального командного электрического устройства и кинематических связей отдельных звеньев.
Предмет изобретения
1.Автомат для проверки на герметичность полых изделий, например корпусов коробок
противогазов, содержащий зажимные устройства, имеющие каналы, сообщенные с пневмосистемой, съемно-подающий механизм и датчик, отличающийся тем, что, с целью повышения чувствительности и точности отбраковки,
он дополнительно снабжен рядом датчиков с таким расчетом, чтобы каждому зажимному устройству соответствовал индивидуальный датчик, причем зажимные устройства закреп; ены на неподвил ной станине и имеют упоры
фиксации изделий.
2.Автомат по п. 1, отличающийся тем, что съемно-подающий механизм выполнен в виде подъемного стола с центрирующими призмами, взаимодействующего с отсекателем издеЛИЙ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки стеклянных цилиндрических деталей | 1987 |
|
SU1463352A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для контроля радиального биения осей валиков текстильных машин | 1977 |
|
SU745971A1 |
| Автомат для контроля герметичности клапанов аэрозольных упаковок | 1981 |
|
SU977966A1 |
| Автомат для сверления поперечных отверстий | 1981 |
|
SU1007852A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для зенкования гаек | 1991 |
|
SU1815001A1 |
| АВТОМАТ ДЛЯ РАЗБРАКОВКИ ПОЛУПРОВОДНИКОВЫХ | 1973 |
|
SU390601A1 |
| УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155394C1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
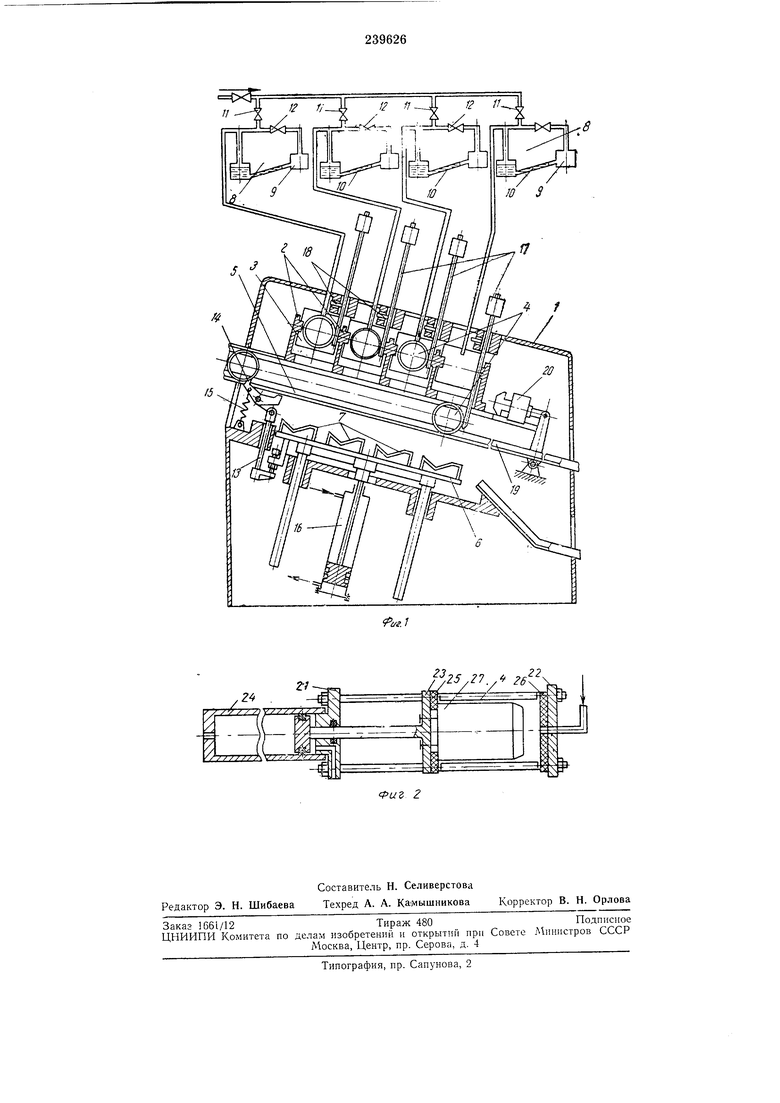
чФиг 2
