Известны способы изготовления стеклопластиковых полых сферических изделий, включающие сборку заготовки на модели, последующее отверждение заготовки и удаление модели.
В известном способе сборку заготовки производят путем намотки на модель непрерывной стеклянной нити, пропитываемой эиоксид1ЮЙ смолой. Известный способ не обеспечивает достаточной прочности готового изделия при сжатии его внешним давлением, так как жесткость его различна в разных направлениях ввиду параллельного расположения стеклянных нитей.
Предлагаемый способ изготовления стеклопластиковых ПОЛЫХ сферических изделий отличается тем, что сборку заготовки производят путем разрезания на отдельные элементы предварительно отвержденных и приклеенных к двухсторонним липким лентам стеклопластиковых листов, имеющих направление стекловолокон перпендикулярное их поверхности, с последующим наложением этих лент с элементами на модель и заполнением зазоров между элементами эпоксидной смолой.
Это обеспечивает повышение прочности изделия при сжатии его внешним давлением, та.к как при радиальном расположении сте-кловолокон жесткость изделия одинакова в различных направлениях.
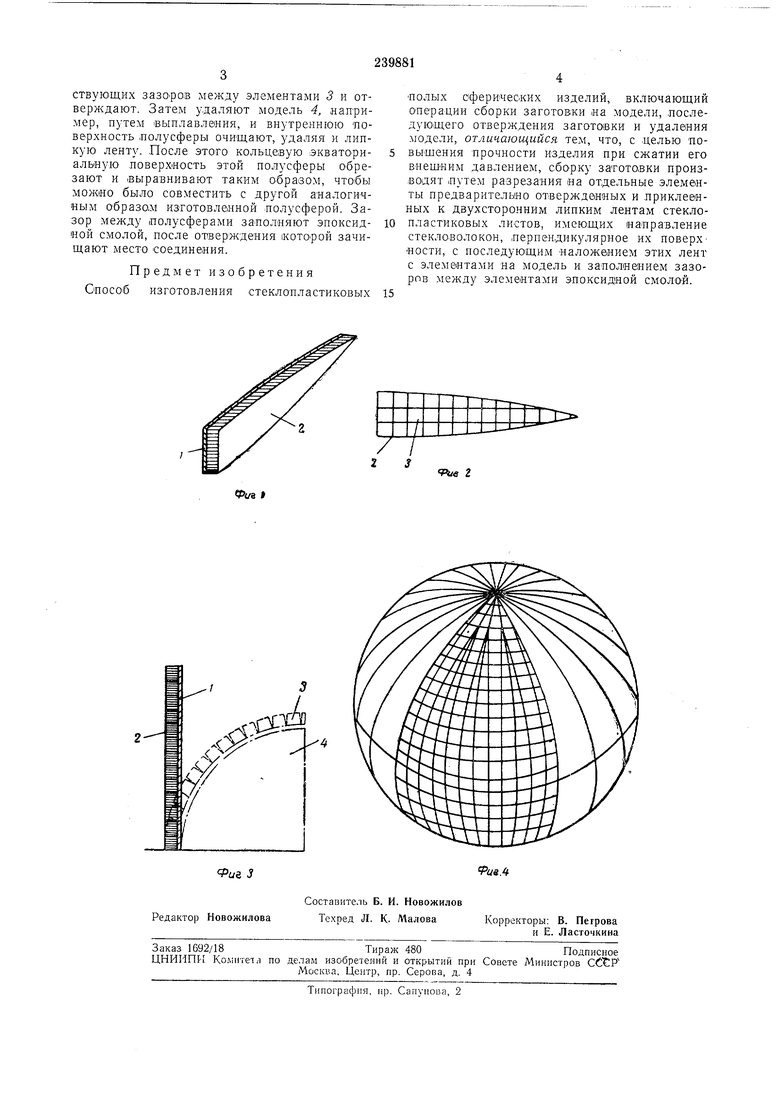
На фиг. 1 изображен отвержденный и приклеенный к двухстО:рон«ей липкой ленте стеклопластиковый лист; на фиг. 2 - тот же лист после разрезания «а отдельные элементы; на
фиг. 3 - лист в нрОЦессе наложения на модель; на фиг. 4 - готовое изделие.
Отвержденный и приклеенный к двухсторон-ней липкой ленте / стеклоиластиковый лист 2, имеющий направление стекловолокоо
перпендикулярное его поверхности, обрезается по такому Периметру, чтобы площадь листа соответствовала определенной части площади сферы изготазливаемото изделия. Затем этот лист разрезаютна отдельные элементы 3 и лин.кую ленту с этими элементами на:кладывают на модель 4. Причем, каждую ленту с элементами накладывают на сферическую модель путем первоначального расположения широкого конца ленты параллельно
и неско.:ько «иже «экватора модели с последующим .прогибанием ее поверх модели так, чтобы конец точно совместился с «полюсом сферической модели. Аналогичным образом у.кладызают вплотную к первой
ленте остальные липкие ленты с приклеенными к ним элементами стеклонластикового . Собранную таким образом заготовку, представляющую собой половину изготавливаемого изделия, пропитывают в вакууме
ствующих зазОров между эле Ментами 3 и отверждают. Затем удаляют модель 4, например, путем выплавления, и внутреннюю поверхность лолусферы очищают, )даляя и липкую ленту. После этого кольце;вую экваториальную ловерхйость этой полусферы обрезают и выравнивают таким о-бразом, чтобы можно было совместить с другой аналогичным образол изготовленной нолусферой. Зазор между полусферами залОоТняют эпоксидной смолой, после отверждения которой зачищают место соединения.
Предмет изобретения Способ изготовления стеклопластиковых
лолых сферических изделий, включающий олерации сборки заготовки на модели, лоследующего отверждения заготовки и удаления модели, отличающийся тем, что, с делью повышения прочности изделия при сжатии его внешним давлением, сборку заготовки производят лутем разрезания на отдельные элементы предварительно отвержденных и лриклеенных к двухсторонним липким лентам стеклопластиковых листов, имеющих налравление стекловолокон, лерпеидикулярное их поверхности, с последующим наложением этих лент с элементами на модель и залолнением зазоров между элементами элоксидяой смолой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТ | 1972 |
|
SU341208A1 |
| СССРПриоритет 24.XI.1967, N° 685402, СШАОпубликовано 13.XII.1972. Бюллетень N° 2за 1973Дата опубликования описания 13.11.1973УДК 678.027.94(088.8) | 1973 |
|
SU362531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU365879A1 |
| ФОТОЧУВСТВИТЕЛЬНЫЙ СВЯЗУЮЩИЙ СЛОЙ | 1973 |
|
SU398062A1 |
| СВЕТОЧУВСТВИТЕЛЬНЫЙ КОПИРОВАЛЬНЫЙ МАТЕРИАЛ | 1973 |
|
SU404288A1 |
| КАТАЛИЗАТОР ДЛЯ КОНВЕРСИИ УГЛЕВОДОРОДОВ | 1972 |
|
SU332603A1 |
| СНОСОВ ПОЛУЧЕНИЯ ФОТОТЕРМОГРАФИЧЕСКИХ РЕПРОДУКЦИЙ | 1969 |
|
SU242788A1 |
| ВСЕСОЮЗНАЯ Immm-im^^'mБИБЛИО^^ТНй I | 1972 |
|
SU355774A1 |
| УСТРОЙСТВО для УПЛОТНЕНИЯ ПОЛОТНА | 1972 |
|
SU360787A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ | 1973 |
|
SU362546A1 |
:
2
