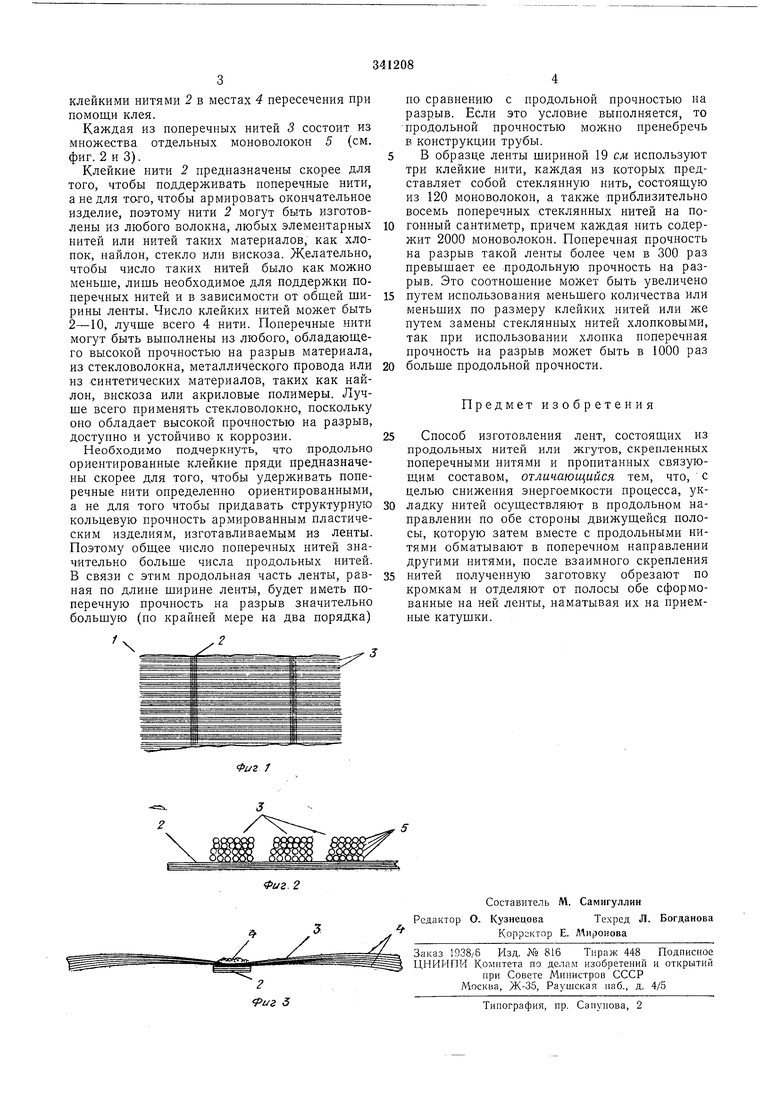
Изделия в виде труб обычно путем намотки покрытых смолой нитей или ленТ, обладающих высокой прочностью н-а разрыв, на онравку с последующими отверждением смолы и извлечением оправки. В результате получают изделия, обладающие высокой кольцевой и относительно небольщой продольной прочностью. Исходные ленты, служащие для намотки, получают путем склеивания отдельных продольных нитей и дополнительного фиксирования их взаимного положения с помощью поперечных нитей. Известный способ трудоемок и не обеспечивает достаточной прочности изготовляемой ленты по ее щирипе. Предлагаемый способ отличается тем, что для снижения энергоемкости процесса изготовления ленты, нити укладывают в продольном направлении по обе стороны движущейся полосы, которую затем вместе с продольными нитями обматывают в поперечном направлении другими нитями, после взаимного скрепления нитей полученную заготовку обрезают по кромкам, и отделяют от полосы обе сформованные на ней ленты, наматывая их на приг. емные катущки. ти, получая прочное соединение с этими нитяМи. Затем отформованную заготовку режут в продольном направлении и снимают с движущейся полосы две ленты, наматывая их на приемные катушки. Таким образом, лента неопределеннойдлины, имеющая высокую поперечную прочность, состоит из множества параллельных клейких нитей и множества ориентированных поперечно параллельных нитей, связанных с клейкими нитями и имеющих относительно высокую прочность на разрыв. Термин «лента обозначает удлиненный узкий материал определенной щирины и неопределенной длины, которая значительно больше ширины. Такая лента намного дешевле тканых листов, создает прочность только в одном требуемом направлении, обеспечивает эффективное., и экономичное использование материала ленты и существенно упрощает производственный npoiiecc. На фиг.-, 1 изображена часть ленты, вид сверху; на фиг. 2 - сечение части ленты, изображенной на фиг. 1, увеличенный вид сбоку; на фиг... 3 - часть ленты, изображенная на фиг. 1, уйеличенный главный вид.
| название | год | авторы | номер документа |
|---|---|---|---|
| СССРПриоритет 24.XI.1967, N° 685402, СШАОпубликовано 13.XII.1972. Бюллетень N° 2за 1973Дата опубликования описания 13.11.1973УДК 678.027.94(088.8) | 1973 |
|
SU362531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU239881A1 |
| ФОТОЧУВСТВИТЕЛЬНЫЙ СВЯЗУЮЩИЙ СЛОЙ | 1973 |
|
SU398062A1 |
| УСТРОЙСТВО для РЕЗКИ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU323898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU365879A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ | 1973 |
|
SU362546A1 |
| СССРПриоритет 14.Х.1966, № 586843, СШАОнубликовано 07.Х11Л972. Бюллетень № 1за 1973Дата онубликования описания 8.II.1973УДК 620.179.14(088.8) | 1973 |
|
SU361596A1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ СИНТЕТИЧЕСКОГО ПОЛИМЕРА И ПЛАМЯГАСЯЩЕЙ ДОБАВКИ | 1971 |
|
SU294347A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНОГО | 1973 |
|
SU373927A1 |
| ВЯЗАЛЬНО-ПРОШИВНАЯ МАШИНА | 1972 |
|
SU328598A1 |
