Изобретение относится к области производства труб.
Известиы трубоформовочные станы, состоящие из ряда формующих клетей, содержащих нижние и верхние валки. Формовка в этих станах осуществляется путем отгибания краев заготовки концами нижнего валка и двумя концами верхних валков.
Для улучшения качества формовки кромок трубной заготовки в каждой формующей клети предлагаемого стана верхние валки, удерживающие боковые кромки заготовки, выполнены цилиндрическими, а нижние валки, установленные с возможностью фиксируемого перемещения в вертикальном направлении, бочкообразными.
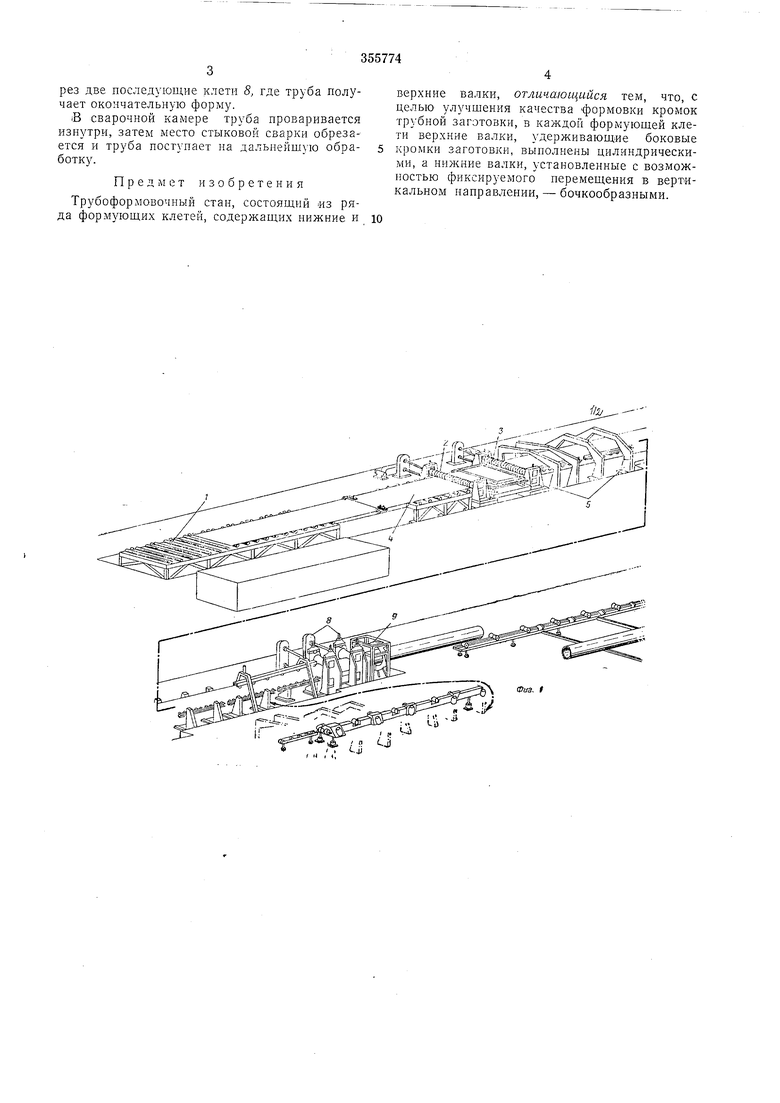
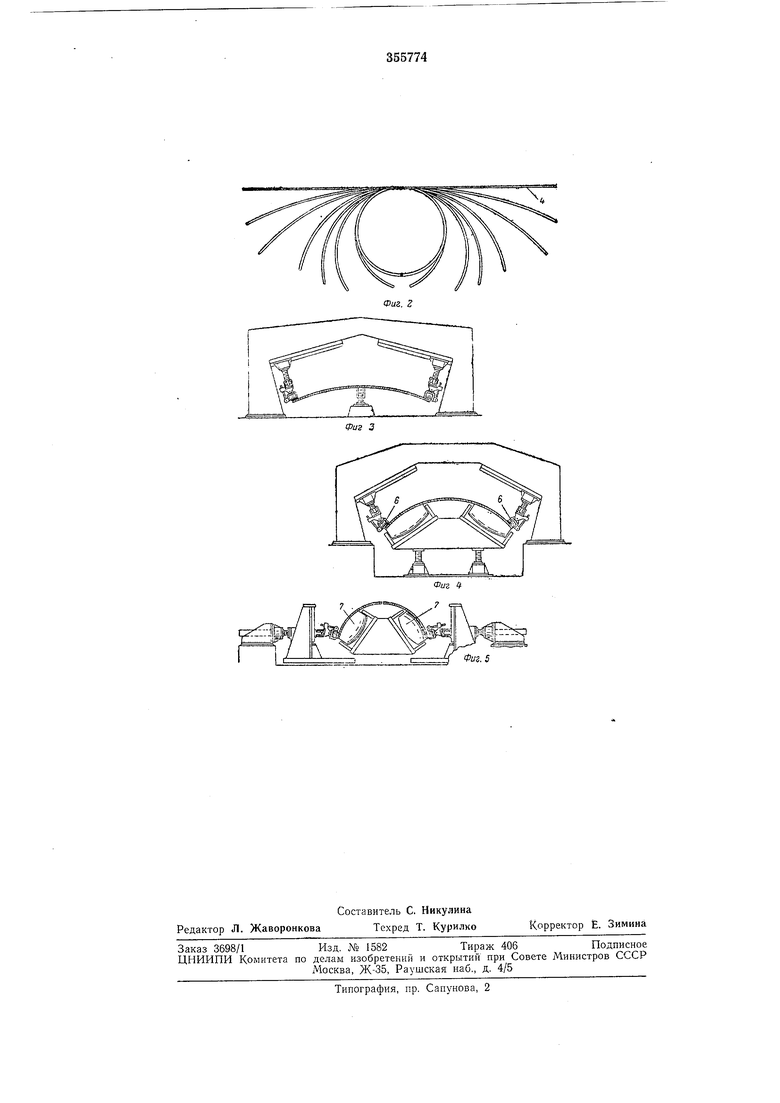
На фиг. 1 изображен трубопрокатный стан, общий вид; на фиг. 2 - вид заготовки в поперечном сечении, иллюстрирующий различные этапы формования изделия; на фиг. 3, 4, 5- формующие клети, иллюстрирующие последовательную деформацию заготовки.
Трубопрокатный стан состоит из рольганга ,/ подачи листов и трубоформовочного стана. Последний содержит прокатную секцию 2, включающую несколько инструментов для торцовки кромок заготовки и снятия фасок на нижней и верхней кромках; прокатную секцию 3, обеспечивающую усилие, необходимое для
проталкивания заготовки 4 через формующие клети 5, снабженные верхними цилиндрическими валками 6 и нижними бочкообразными валками 7; клети 8, служащие для придания трубе круглой формы, и сварочную камеру 9.
Несколько листов, уложенных на рольганг последовательно, приваривают (Встык для образования непрерывной заготовки, которая пропускается через прокатную секцию 2, где кромки заготовки торцуются и с них снимаются фаски. Приводными фрикционными роликами прокатной секции 3 заготовка проталкивается в формующие клети. После прокатной секции 3 заготовка имеет приподнятую центральную часть, в то время как края остаются опущенными.
При прохождении через формующие клети центральные участки заготовки постепенно изгибаются вверх вдоль их продольного размера нижними бочкообразными валками, создающими гибочное усилие изнутри в направлении от центра и регулируемыми по высоте с помощью опорных домкратов. Верхние цилиндрические валки, закрепленные шариирно на станине формующей клети, расположены по траектории формуемой боковой кромки заготовки и служат для удерживаний этих кро мок в прямолинейном направлении.
рез две последующие клети 8, где труба получает окончательную форму.
iB сварочной камере труба проваривается изнутри, затем место стыковой сварки обрезается и труба поступает на дальнейшую обработку.
Предмет изобретения
Трубоформовочный стаи, состоящий «з ряда фюрмующих клетей, содержащих нижние и
верхние валки, отличающийся тем, что, с целью улучшения качества формовки кромок трубной заготовки, в каждой формующей клети верхние валки, удерживающие боковые кромки заготовки, выполнены цилиндрическими, а нижние валки, установленные с возможностью фиксируемого перемещения в вертикальном направлении, - бочкообразными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЗОНЕФТЕПРОВОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2008 |
|
RU2398644C1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| Способ изготовления сварных труб | 1985 |
|
SU1273203A1 |
| Стан для производства сварных прямошовных труб | 1977 |
|
SU703176A1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 2002 |
|
RU2230619C1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
,.
