Станок может быть использован в деревообрабатываюидей промышленности для заточки по овальному контуру матрицы и просечки шпонопочиночных штампов, применяемых в фанерном производстве.
Известны станки для заточки штампов, на станине которых смонтированы шлифовальная головка и устройство для закрепления штампа. Планшайба поворачивается в них относительно осей.
Предложенный станок для заточки шпонопочиночного штампа отличается от известных тем, что устройство для закрепления штампа выполнено в виде планшайбы с центровой пластиной, установленной на качающемся подпружиненном секторе, взаимодействующем с опо.р.ньим роликом, служащим для обкатки штампа.
Это увеличивает производительность и позволяет получить качественную заточку независимо от погрешности в контуре штампа.
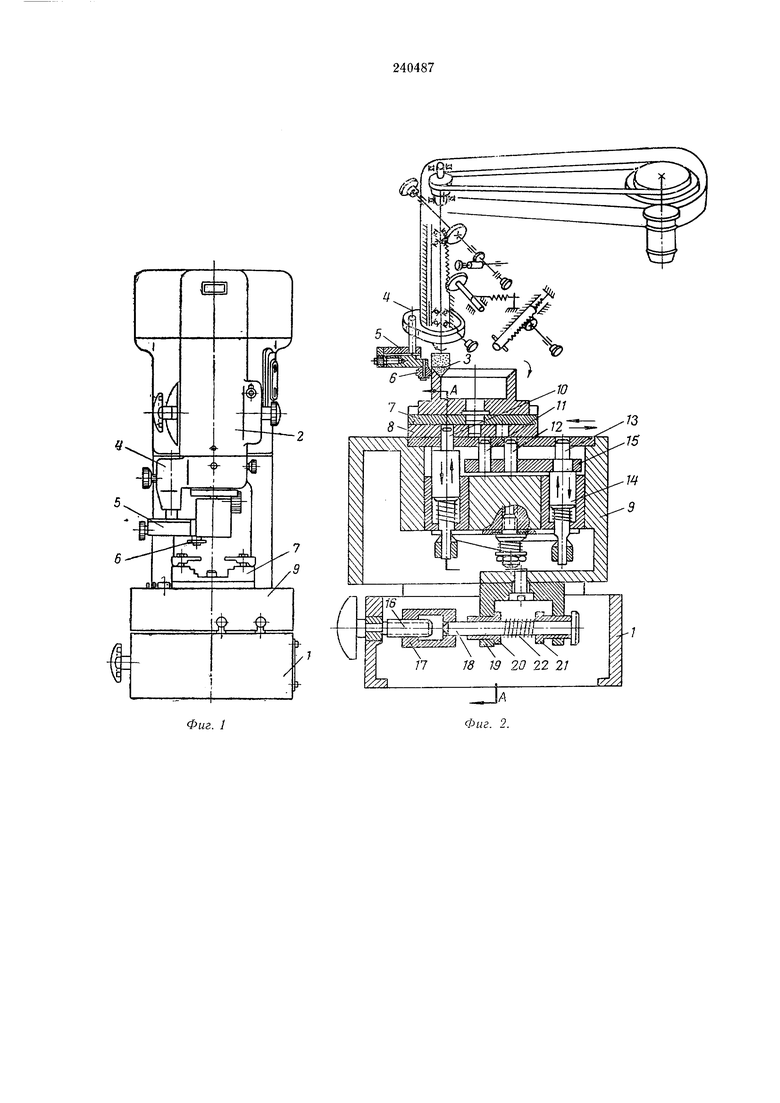
Па фиг. 1 изображен описываемый станок, общий вид; на фиг. 2 - кинематическая схема; на фиг. 3 - разрез по А-Л на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 3; на фиг. 5 и 6-схема установки элементов штампа относительно абразивного круга.
обойма 4, салазки 5 с опорным роликом 6 и устройство для закрепления штампа, выполненное в виде планшайбы 7 (для установки обрабатываемого штамиа) с центровой пластиной 8, установленной на качающемся секторе 9.
Внутри качающегося сектора установлены оси, относительно которых поворачивается планшайба с установленным штампом и механизмом переключения осей.
Па станке можно затачивать три размера штампов. Ось (штырь) 10 служит для заточки по малому радиусу и является общей для всех штампов. Для заточки штамПа по большому радиусу служат осп //, 12 и ось 13, штыря 14, установленные в колодке 15, закрепленной на штыре 14. К планшайбе прикрепляется центровая пластина 8, содержащая четыре отверстия, расположенные по
центрам радиусов. Для каждого размера штампа должна иметься своя пластина. Для поджатия штампа к ролику 6 служит винт /6 с гайкой 17, соединенной со штоком /8. Последний смонтирован на скобе 19 во втулках
20 и 21, между которыми установлена пружина 22.
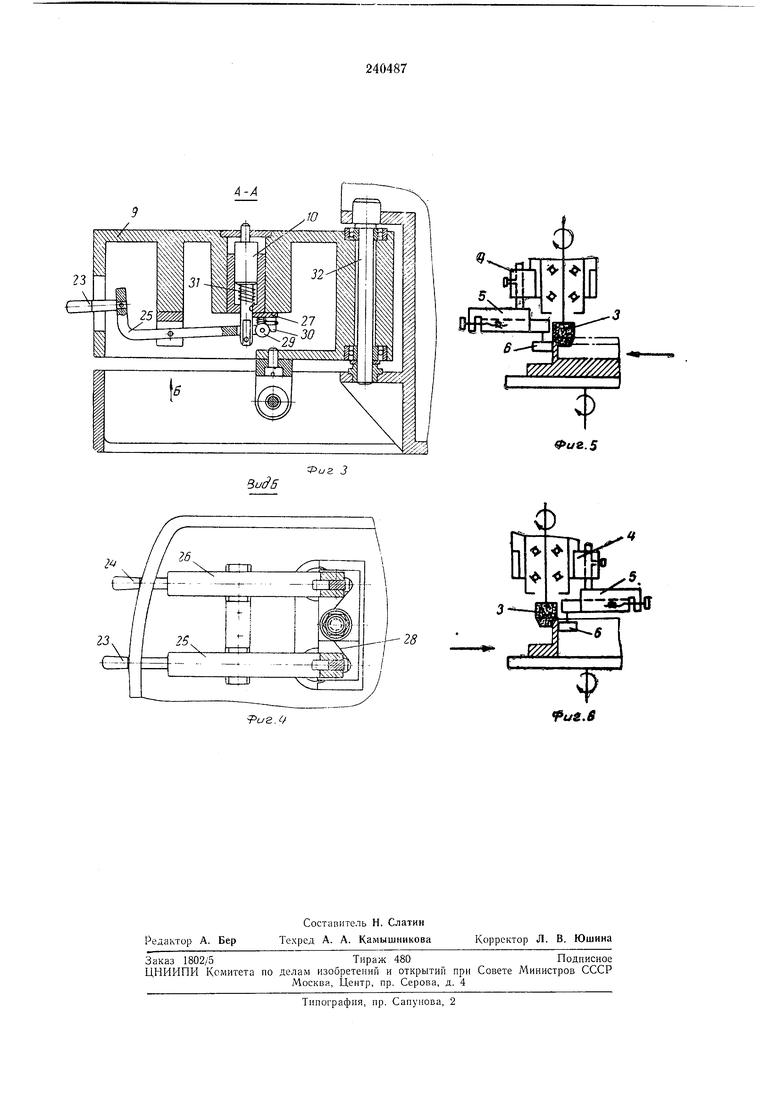
действием пружины 28 не войдет в паз оси (штыря) W, удерживая последнюю в нижнем (утопленном) положении.
Для перемещения оси 10 вверх рукоятку 23 опускают, при этом ролик 29, установленный на рычаге 25, катится по скосу пальца 30 и отводит защелку 27, освобождая ось 10. Последняя при помощи пружины 31 перемещается вверх. Качание сектора 9 осуществляется относительно вертикальной оси 32.
Согласно затачиваемому размеру штампа к планшайбе прикрепляют соответствующую центровую пластину.
На планшайбе устанавливают и закрепляют затачиваемый штамп (матрица или просечка). Затем ее ставят на качающийся сектор 9 на одну из осей, относительно которых поворачивается планшайба.
Настройка относительно конического абразивного круга 3 осуществляется рукоятками салазок 5 и винта 16. После этого поворотом сектора 9 при помощи винта 16 штамп поджимают к ролику 6.
При заточке просечки обойму 4 с салазками 5 устанавливают с левой стороны абразивного круга (см. фиг. 5).
При заточке матрицы обойму с салазками устанавливают с правой стороны относительно абразивного круга. В процессе заточки планшайбу с установленным на ней штампом поворачивают вручную относительно одной из осей; для перехода на следующий участок контура штампа нажатием, например, на рукоятку с некоторым опережением включается вторая ось, освобожденная защелкой, которая остается в нижнем (утопленном) положении до подхода центрового отверстия. Для дальнейшего поворота планшайбы первая ось выключается (утопляется) и затачивается следующий участок щтамиа. Таким образом последовательным включением и выключением осей при повороте планшайбы штамп непрерывно затачивается по всему контуру. Заточка осуществляется относительно двух переключающихся осей с поворотом в центровых отверстиях, совмещенных с центрами радиусов, с одновременным подпружиненным ноджатием штампа к ролику 6, ПО которому обкатывается контур штампа. При этом прямая, соединяющая центры абразивного круга 3 и ролика 6 проходит через ось поворота и всегда перпендикулярна к касательной контура штампа.
Предмет изобретения
Станок для заточки шпонопочиночного штампа, на станине которого смонтированы шлифовальная головка с коническим абразивным кругом и устройство для закрепления штампа, отличающийся тем, что, с целью увеличения ироизводительности и получения качественной заточки независимо от погрешности в контуре штампа, устройство для закрепления штампа выполнено в виде планшайбы с центровой пластиной, установленной на качающемся подпружиненном секторе, взаимодействующем с опорным роликом, служащим для обкатки штампа.
иг 3
Buds
Фиг. 5
uQ.if
---4gJftlff
u.S
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки инструментов с замкнутой криволинейной режущей кромкой | 1986 |
|
SU1450980A1 |
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ САДОВЫХ НОЖЕЙ И СЕКАТОРОВ | 1965 |
|
SU173522A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМШ- | 1973 |
|
SU368990A1 |
| Заточной станок | 1980 |
|
SU891348A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ | 2003 |
|
RU2240221C1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |