1
Изобретение относится преимущественно к обработке крупногабаритных компрессорных лопаток газотурбинных двигателей (с длиной пера свыше 200 мм).
Известны ленточно-шлифовальные станки для обработки лопаток, содерл ;ащие связанный с механизмом подачи контактный копир, взаимодействующий с обрабатываемой лопаткой, установленный на шпииделе изделия, размещенном на столе, совершающем возвратно-поступательные движения по направляющим станины 1.
Однако известные станки не нозволяют обрабатывать крупногабаритные компрессорные лопатки (с длиной пера свыше 200 мм).
Этого недостатка не имеет леиточно-шлифовальный станок для обработки лоиаток, содержащий установленный на оси с возможностью поворота контактный копир, кинематически связанный со столом, совершающим возвратно-поступательные движения по направляющим станины, а также механизм относительной подачи на врезание 2.
Однако обслуживание этого станка сложно. В частности, особые неудобства вызывает смена обрабатываемой лопасти.
Для иовышения удобства обслуживания в предлагаемом стайке ось поворота коитактного копира закреплена на столе, а шпиндель изделия связан с механизмом подачи на врезание.
Кроме того, для обеспечения возможности обработки одновременно с иером лопатки и ее полки станок может быть снабжен отклоняющим ленту роликом, установленным вне замкнутого конт)фа ленты на станине так, что плоскость, являющаяся продолжением плоскости полки лопатки, касательна к рабочей поверхности ролика со стороны его контакта с лентой.
Для повышения работоспособности узла поворота копира станок может быть снабжен жестко связанным с копиром цилиндрическим сектором с закреплениыми иа нем одними концами гибкими нерастяжимыми лентами, вторые концы которых закреплены на станине.
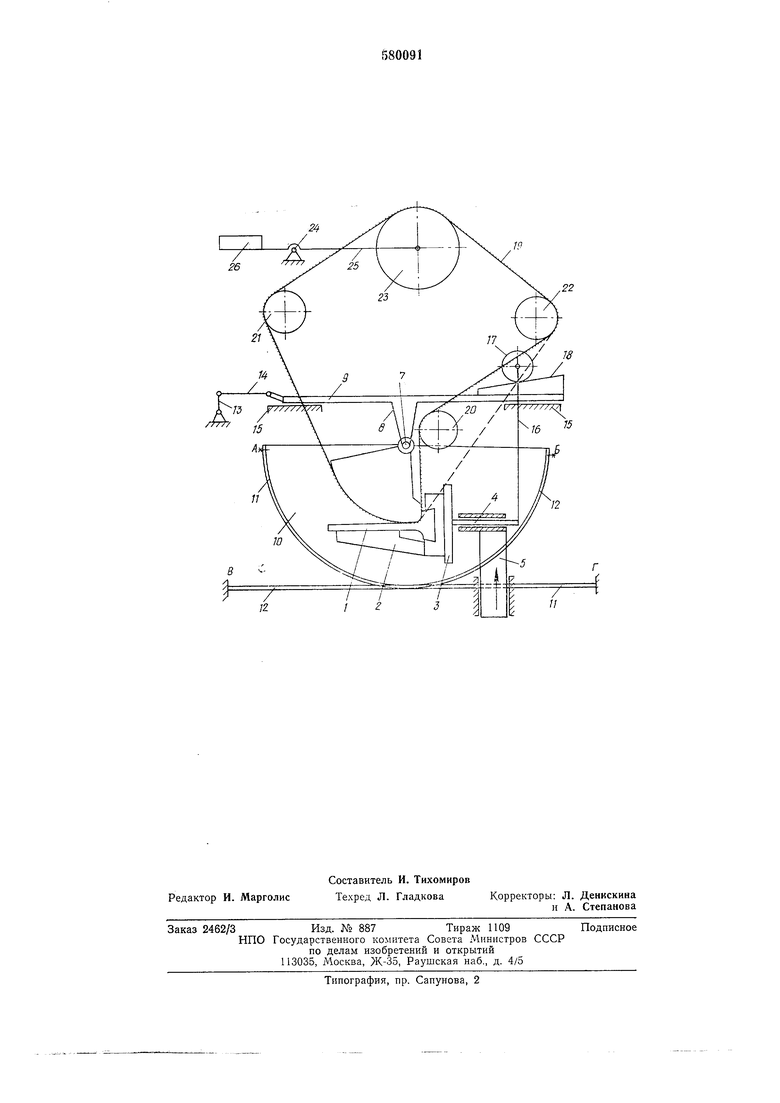
На чертеже изображена кинематическая cxeiMa станка в плоскости вращения абразивной ленты.
Обрабатываемая лопатка 1 с помощью крепежного приспособления 2 закреплена иа планшайбе 3 шпииделя 4, шарнирно установленного в пиноли 5 механизма иодачи на врезание (на чертеже не изображен).
Контактный копир 6 закреплен на оси 7, шарнирно установленной на кронштейне 8 стола 9. На другом конце оси 7 закреплен обкаточный цилиндрический сектор 10. На его
3
концах А и Б закреплены гибкие нерастяжимые ленты 11 и 12, вторые концы В и Г которых закреплены на станине.
С помощью привода, например кривошипа 13 и шатуна 14, стол 9 совершает возвратнопоступательные перемеш,ения на направляющих станины 15. Со шпинделем 4 жестко связан рычаг 16 со свободно вращающимся роликом 17, взаимодействующим с копиром 18, установленным на столе 9.
Бесконечная абразивная лента 19 огибает контактный копир 6, отклоняющий ролик 20, направляющие ролики 21, 22 и ведущий шкив 23, являющийся одновременно и натяжным, для чего он установлен на качающемся относительно оси 24 коромысле 25, имеющем на другом конце груз 26.
При работе станка кривошип 13, вращаясь, через шатун 14 сообщает столу 9 возвратнопоступательные перемещения. При этом сектор 10, взаимодействуя с натянутыми лентами И и 12, вращает ось 7, а следовательно, и контактный копир 6, который, подобно пресс-папье, перекатывается но лопатке 1. В каладом сечении плоскостью, проходящей через ось 7, копир 6 имеет контактную поверхность, эквидистантную соответствующим сечениям пера лопатки. При движении стола 9 слева направо лента 19 роликом 20 загибается на боковой торец копира 6, что позволяет обрабатывать полку замка и радиус ее сопряжения с пером. При обратном движении стола уменьшается угол охвата лентой части копира, соответствующей радиусу сопряжения (такое положение ленты изображено пунктиром), что повышает стойкость абразивпых лент. При перемещении стола 9 установленный на нем копир 18, воздействуя на ролик 17 с рычагом 16, поворачивает шпиндель 4, а вместе с ним и лопатку таким образом, чтобы хорда каждого обрабатываемого в данный момент поперечного сечения пера лопатки была перпендикулярна плоскости вращения ленты. Это предотвращает ее сбегание с копира 6. Для обработки спинки пера применяют узкую ленту, которой сообщают осциллирующие перемещения вдоль осей роликов, на которых
4
она расположена (механизм для осцилляции ленты на чертеже не изображен).
Описанная конструкция станка существен- но упрощает смену обрабатываемого изделия, повышая в целом удобство обслуживания станка.
Формула изобретения
1. Ленточно-шлифовальный станок для обработки лопаток, содержаишй установленный на оси с возмолчностью поворота контактный копнр, находяшийся в контакте с обрабатываемой лопаткой, установленной на шпинделе
изделия, и кинематически связанный с совершающим возвратно-поступательные движения по направляющим станины столом, а также механизм относительной подачи на врезание, отличающийся тем, что, с целью повышения удобства обслуживания станка, ось поворота контактного копира закреплена на столе, а шпиндель изделия связан с механизмом подачи на врезание.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения возможности обработки одновременно с пером лопатки и ее полки, он снабжен отклоняющим ленту роликом, установленным вне замкнутого контура ленты на станине так, что плоскость, являющаяся продолжепием плоскости полки лопатки, касательна к рабочей поверхности ролика со стороны его контакта с лентой.
3.Станок по пп. 1и2, отличающийся тем, что он снаблсен жестко связанным с копиром цилиндрическим сектором с закрепленными на нем одними концами гибкими нерастяжимыми лентами, вторые концы которых закреплены па станине.
Источники информации,
принятые во внимание при экспертизе
1.Идзон М. Ф. Механическая обработка лопаток газотурбинных двигателей. М., Оборонгиз, 1963, с. 185, фиг. 5, 14.
2.Авторское свидетельство № 499096, кл. В 24В 19/14, 1971.
72
19
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |