1
I Изобретение относится к инструмен- альному производству, касается за- гочки режущих инструментов, а именно резаков для низа обуви.
Цель изобретения - повьппение ка- iiecTBa и производительности обработки.
На фиг. 1 изображена принципиаль
509802
та. Платформа 2 (фиг. 2) состоит из направляющей 17 и салазок 18. Дня быстрого срабатывания следящего устройства с наименьшими затратами на трение салазки 18 двигаются по роликам 19. Ролики 19 набраны в каретку 20 и двигаются по направляющим 21. Прокладка 22 расположена между

| название | год | авторы | номер документа |
|---|---|---|---|
| Заточной станок | 1980 |
|
SU891348A1 |
| Заточный станок | 1980 |
|
SU931392A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ | 2003 |
|
RU2240221C1 |
| Заточной станок | 1988 |
|
SU1664516A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 1991 |
|
RU2023573C1 |
| Станок для заточки сверл | 1987 |
|
SU1563941A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Станок для заточки пильных цепей | 1991 |
|
SU1808529A1 |
| Станок для заточки режущего инструмента | 1988 |
|
SU1565654A1 |
| Устройство для заточки ножей | 1987 |
|
SU1495075A1 |
Изобретение относится к инструментальному производству, касается заточки режущих инструментов, а имен.но резаков для низа обуви. Цель изобретения - повышение качества и производительности обработки. Держатель I обрабатываемого инструмента вращается вокруг своей оси и установлен на платформе 2. Платформа 2 перемещается в направлении, перпендикулярном оси вращения держателя 1. Станок снабжен пневматическим следящим устройством, выполненным в виде пневмодилиндра, с которым связаны сопловая камера 5 и пневмосистема 6. Заслонка 9 сопловой камеры 5 закреплена на конце вала 10. Вал 10 установлен с возможностью продольного перемещения в направлении, перпендикулярном оси вращения держателя 1. На другом конце вала IО установлен в упругом контакте с необрабатываемой поверхностью 13 инструмента (резака ) ролик I2. Ось шпинделя 24 абразивного круга 27 можно установить при настройке под углом к оси вращения держателя 1. При постоянном контакте ролика 12 с необрабатьшаемой поверхностью 13 резака пневматическое следящее устройство обеспечивает образование замкнутой режущей кромки, конфигурация которой соответствует контуру необрабатываемой поверхности при постоянном усилии прижима обрабатываемой поверхности к абразивному кругу. 1 з.п. ф-лы, 2 ил. « (Л 1 СП о со 00 / фие.1
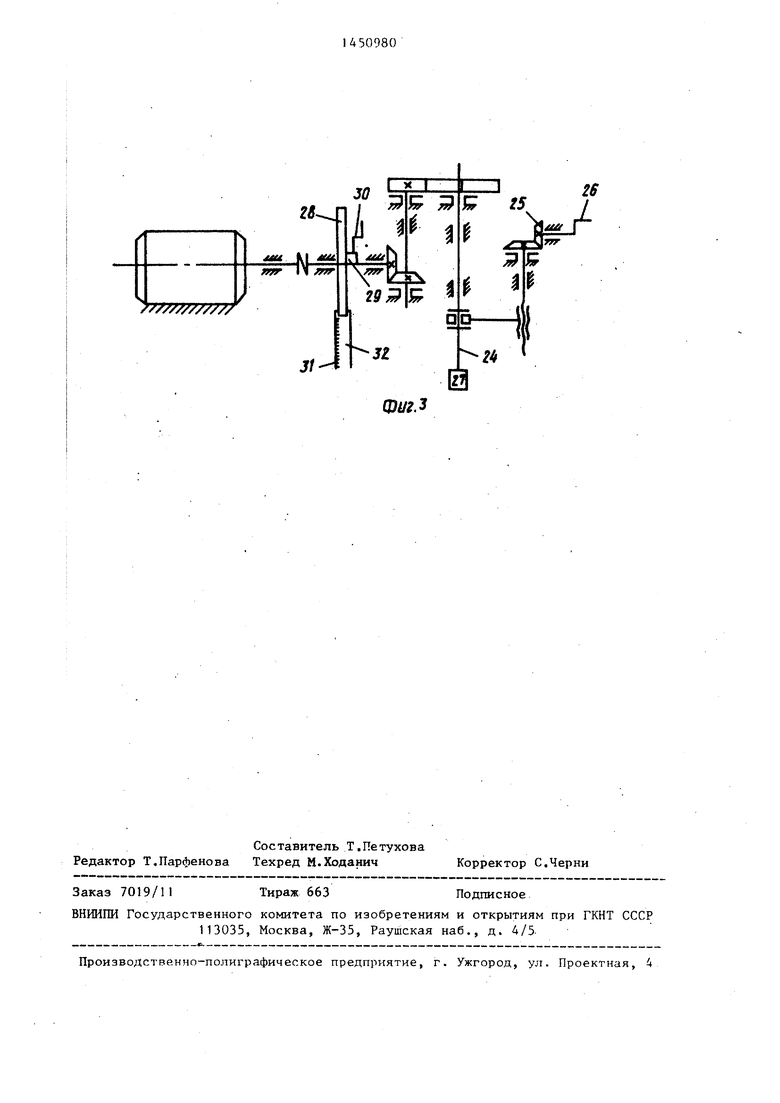
Пая кинематическая схема предлагаемо- ю направляющей 2 роликов 19 и салаяго станка для заточки инструментов : замкнутой криволинейной режущей кромкой; на фиг, 2 - станка; на фиг. 3 - кинематическая схема шинделя шлифовального круга с при- эодом.
Станок состоит из держателя 1 обрабатьшаемого инструмента. Держатель 1 может вращаться вокруг своей
оси и установлен на платформе 2, кото-20 ся при настройке под углом к оси fepaщения держателя 1 в плоскости, проходящей через зту ось и перпендикулярной платформе.
Поворот шпинделя 24 осуществляетрая может перемещаться в направлении, перпендикулярном оси вращения держателя 1 .
Станок снабжен пневматическим следящим устройством, установленным на 25 ся вручную зубчатым сектором 28, зуб- станине 3 и включаняцим пкевмоцилиндр чатым колесом 29 и рукояткой 30. Угол 4 с максимальным рабочим ходом 320 мм заточки устанавливают с помощью шка- |Пневйоцилиндр 4 имеет две полости лы 31 и стрелки 32. В станке имеются (1и . Объем штоковой полости Ct пнев35
моцилиндра 4 в 2 раза меньше объкема 30 |бесштоковой полости J, что обеспечи- |вает нормальную работу пневмоцилинд- jpa 4. Сопловая камера 5 соединена с 1пневмосистемой 6 и пневмоцилиндром |4. На входе сопловая камера 5 имеет Iдроссель 7 со сменнь 1и насадками (не показаны); сопло 8 также имеет сменные насадки (не показаны). Корпус сопловой камеры 5 сварной и может быть выполнен из стали 3. Заслонка 9 сопловой камеры 5 выполнена в форме диска, закреплена на конце вала 10, который установлен в корпусе сопловой камеры 5 с возможностью продоль40
два пневмораспределителя: 33 - для следящего устройства станка; 34 - для зажима обрабатываемого инструмента, Пневмосистема включает предохранительные клапаны 35, манометры 36, влагоотделители 37, маслораспылитель 38. Отсос 39 отходов заточки расположен за обрабатываемым инструментом и позволяет полностью избежать попадания пыльных отходов в организм ра- боче го.
Станок работает следующим образом.
Сжатый воздух из пневмосистемы 6 через влагоотделитель 37 и предохранительный клапан 35, пневмораспреде- литель 33 постоянно подводится в
ного перемещения по направляющей И j бесв токовую полость сГ пневмоцилиндра в подшипниках скольжения (не показа- 4 и сопловую камеру 5 после включения ны), С другого конца вала 10 установ- ршинделя 24. Поскольку в бесптоковой лен ролик 12 (например, в виде под- шипиика качения). Для удержания ролика 12 в постоянном соприкосновении с необрабатываемой поверхностью 13 инструмента имеется пружина 14, установленная на валу 10.
Держатель 1 вращается при помощи червячной зубчатой передачи 15,.по- .. лучающей движение от злектродвигате- 9 расход воздуха из сопловой камеры
50
полости cf пневмоцилиндра 4 давление постоянно, перепад давления происхо- дат с изменением размера щели между соплом 8 и заслонкой 9. В результате изменения давления поршень пневмощ - линдра 4 движется в сторону умеиьп е- ния давления. Например, при увеличении щели между соплом 8 и заслонкой
ля (не показан), и снабжен пневматическим зажимным устройством 16 для крепления обрабатьшаемого инструмен5 через эту щель превышает его поступление в камеру 5 через дроссель 7, вследствие чего давление в этой каками I8 и служит для выбора зазора между направляющими 21 роликов 19. От попадания отходов заточки на ролики 19 предохраняет щиток 23. Подъем шпинделя 24 осуществляется посредством зубчатой конической передачи 25 и рукоятки 26. На шпинделе 24 закреплен шлифовальный круг 27 (фиг. 3). Ось щпинделя 24 может устанавливатьщения держателя 1 в плоскости, проходящей через зту ось и перпендикулярной платформе.
Поворот шпинделя 24 осуществляется вручную зубчатым сектором 28, зуб- чатым колесом 29 и рукояткой 30. Угол заточки устанавливают с помощью шка- лы 31 и стрелки 32. В станке имеются
ся вручную зубчатым сектором 28, зуб- чатым колесом 29 и рукояткой 30. Угол заточки устанавливают с помощью шка- лы 31 и стрелки 32. В станке имеются
два пневмораспределителя: 33 - для следящего устройства станка; 34 - для зажима обрабатываемого инструмента, Пневмосистема включает предохранительные клапаны 35, манометры 36, влагоотделители 37, маслораспылитель 38. Отсос 39 отходов заточки расположен за обрабатываемым инструментом и позволяет полностью избежать попадания пыльных отходов в организм ра- боче го.
Станок работает следующим образом.
Сжатый воздух из пневмосистемы 6 через влагоотделитель 37 и предохранительный клапан 35, пневмораспреде- литель 33 постоянно подводится в
бесв токовую полость сГ пневмоцилиндра 4 и сопловую камеру 5 после включения ршинделя 24. Поскольку в бесптоковой
9 расход воздуха из сопловой камеры
полости cf пневмоцилиндра 4 давление постоянно, перепад давления происхо- дат с изменением размера щели между соплом 8 и заслонкой 9. В результате изменения давления поршень пневмощ - линдра 4 движется в сторону умеиьп е- ния давления. Например, при увеличении щели между соплом 8 и заслонкой
5 через эту щель превышает его поступление в камеру 5 через дроссель 7, вследствие чего давление в этой ка3i. r
мере 5 и к беслчтоковоГ) полости « пневмоцилиндра 4 падает, и поршень перемещается в сторону уменьшения щели, а при уменьшении щели давление в сопловой камере 5 и в штоковой полости 5 возрастает, и поршень двигается в противоположную сторону (от за-, слонки, 9).
Таким образом, сопло 8, а следовательно, и заслонка 9 через вал 10, пружину 4 и ролик 12 следят за профилем необрабатываемой,поверхности
жен установленный с возможностью вращения вокруг своей оси и перемещений в направлении, перпендикулярном ей, 10 держатель затачиваемого инструмента с зажимным устройством и установлены кинематически связанное с держателем и предназначенное для упругого контакта с необрабатываемой поверхностью
13, причем при постоянной нагрузке на 15 инструмента следящее устройство, шпинвыходе пневмоцилиндра 4 срез сопла 8 находится на таком расстоянии от поверхности заслонки 9, при котором расход через образованную щель между срезом сопла 8 и заслонкой 9 равен при всех прочих одинаковых условиях расходу через дроссель 7. Практически это расстояние не превыгаает нескольких микрометров, причем вязкость
дель Ч шифовального круга с приводом и привод держателя затачиваемого инструмента, отличающийся тем, что, с целью повышения качества 20 и производительности обработки, следящее и зажимное устройства вьтолне- ны пневматическими, а шпиндель шлифовального круга установлен с возможностью настроечных угловых перемещевоздуха при возможных колебаниях тем- 25 ний относительно оси вращения держа- пературы сохраняется практически по- теля, затачиваемого инструмента в
плоскости, проходящей через указанную ось и перпендикулярной платформе 2. Станок по п. 1, о т л и
стоянной, поэтому система обеспечивает высокую точность слежения.
чающийся тем, что.пневматическое следящее устройство вьтолнено в виде пневмоцилиндра, связанной с ним сопловой камеры, установленного в корпусе сопловой камеры вала, размещенных на одном конце вала заслонки сопловой камеры, а на другом - ролика,при этом вал установлен с возможностью возвратно-поступательных перемещений в направлении, перпендикулярном оси вращения держателя затачиваемого инструмента.
После установки обрабатываемого инструмента (резака) на держателе 1 включают привод шпинделя 2А, затем подводят ршифовальный круг 27 до соприкосновения с резаком для формирования профиля лезвия.
Предлагаемый станок обеспечивает качественную и производительную заточку в полуавтоматическом режиме инструментов со сложной конфигураци- ей замкнутой режущей кромки.
2J 20
y ////A Z.
о р м у л а изобретения
жен установленный с возможностью вращения вокруг своей оси и перемещений в направлении, перпендикулярном ей, 0 держатель затачиваемого инструмента с зажимным устройством и установлены кинематически связанное с держателем и предназначенное для упругого контакта с необрабатываемой поверхностью
инструмента следящее устройство, шпиндель Ч шифовального круга с приводом и привод держателя затачиваемого инструмента, отличающийся тем, что, с целью повышения качества и производительности обработки, следящее и зажимное устройства вьтолне- ны пневматическими, а шпиндель шлифовального круга установлен с возможностью настроечных угловых перемещеплоскости, проходящей через указанную ось и перпендикулярной платформе 2. Станок по п. 1, о т л и
чающийся тем, что.пневматическое следящее устройство вьтолнено в виде пневмоцилиндра, связанной с ним сопловой камеры, установленного в корпусе сопловой камеры вала, размещенных на одном конце вала заслонки сопловой камеры, а на другом - ролика,при этом вал установлен с возможностью возвратно-поступательных перемещений в направлении, перпендикулярном оси вращения держателя затачиваемого инструмента.
f8
I
17 I
V//y/// A V/////A,
19 212223
Ш
Фаг. 2.
28-
ЛОЛ К| ми
ляг И fffr
Х/Х/ Х/Х//Х
31
30
ли/
3Z
фиг, у
| Устройство для заточки режущего инструмента | 1986 |
|
SU1351754A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
