Изобретение относится к прокатному производству и может быть использовано при прокатке высоких полос.
По основному авт. св. №395126 известен узел валков, образующих четырехвапковый калибр для обжатия кромок при горячей прокатке полос, содержащий горизонтальные и вертикальные валки, оси которых расположены в одной плоскости, а каждый горизонтальный валок выполнен в вид двух подвижных шайб, установленных на общей оси, распираемых пружиной и упирающихся наружными торцами в бурты вертикальных валковfi,
Изменение длины бочки горизонтальных валков ограничивается потерей устойчивости необжимаемой центральной части полосы при превышении отношения ширины этой части к толщине более 5, что нарушает стабильность процесса прокатки.
Цель изобретения - стабилизация процесса прокатки путем устойчи- ; вбсти центральной, части полос.
Указанная цель достигается тем, что в узле валков, образующих четырехвалковый калибр, ширина витков пружин выполнена равной ширине шайб
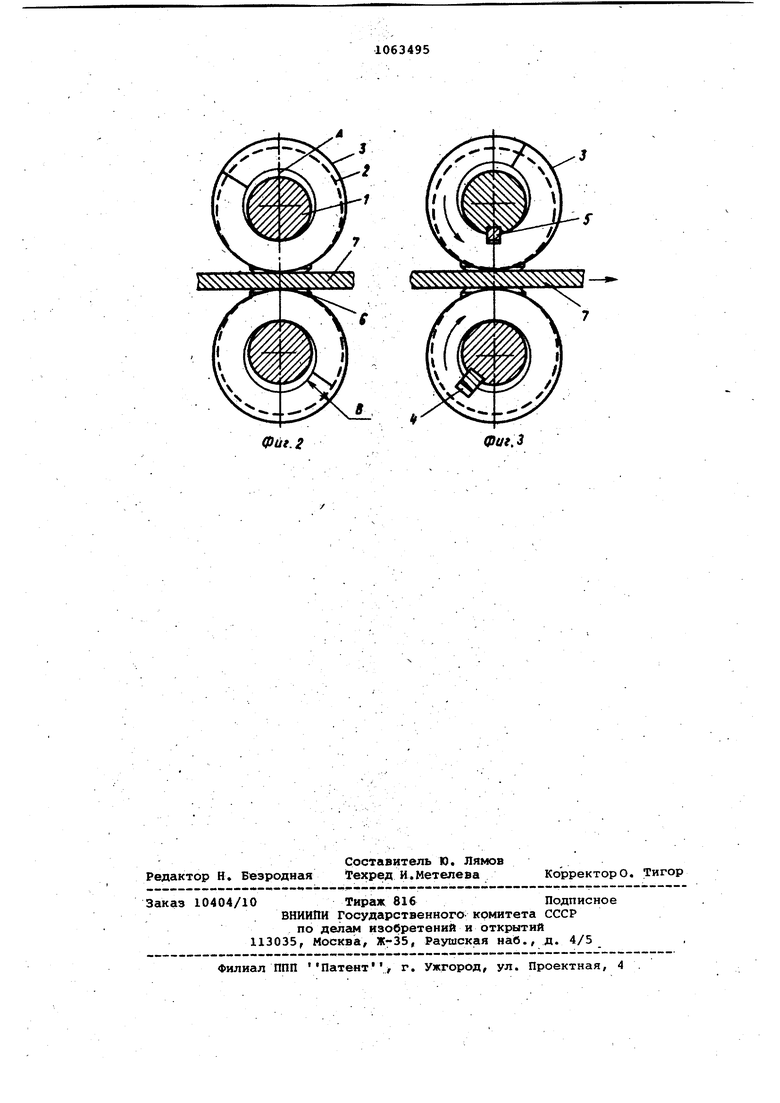
На фиг. 1 показан предлагаемый узел, общий вид; на фиг. 2 - то же при снятых шайбах, вид сбоку; на фиг. 3 - то же (со шпонкой).
Каждый горизонтальный валок четырехвалкового калибра содержит ось 1, насаженные на нее подвижные шайбы 2 и расположенную между шайбами распорную пружину 3 сжатия (преимущественно с прямоугольным се чением витка), которая посажена на ось 1 и может работать в осевом направлении при изменении длины бочки а также может изменять положение на оси в радиальном направлении на величину зазора Д. Ширина витков В пружины 3 равна ширине , подвижных шайб 2. Распорная пружина может быть выполнена со шпоночным пазом 4 и соединяться с осью шпонкой Вертикальные валки 6 расположены сбоку горизонтальных валков.
Предлагаемые валки используются в четырехвалковых калибрах, состоящи из двух горизонтальных валков и двух вертикальных валков 6, обжимающих кромки полосы 7.
Приводные горизонтальные вешки служат в основном для протягивания полосы через калибр. По краям полоса у кромок, обжимаемых вертикальньми валкс1ми, удерживается шайбгми 2, между которалми для предотвращения выпучивания полосы вследствие потери поперечной устойчивости полоса удерживается наружной поверхностью пружины благодаря тому, что ширина ее витков В равна ширине колец шайб.
В зоне контакта валка с металлом зазор л полностью выбирается, а образующие шайб и внешняя поверхность витков пружины, по ее наружному диаметру, располагаются на одной прямой. При этом пружина взаимодействует с полосой ка.к набор холостых (неприводных) шайб.
. Соединение пружины с валком посредством шпонки позволяет удержать ее от проворота вокруг оси, при этом пружина также является элементом передачи крутящего момента на средний участок полосы, повааая тянущее усилие калибра.
В радиальном направлении (фиг. 3) пружина имеет возможностьперемещаться на величину зазора Л, при этом установленная в оси валка шпонка служит направляющей для шпоночного паза пружины, допуская только осевые и радиальные перемещения. В осевом направлении пружина сжатия работает при перемещении шайб по оси валка во время переналадки калибра на другую пружину полосового профиля, т.е. при изменении длины бочки горизонтального валка.
Изобретение позволяет предотвратить потерю устойчивости средней части полосы. Экономический эффект от предлагаемого использования устройства равен 30 коп,на тонну полосовой стали и при годовом объеме производства составляет 300 тыс.руб.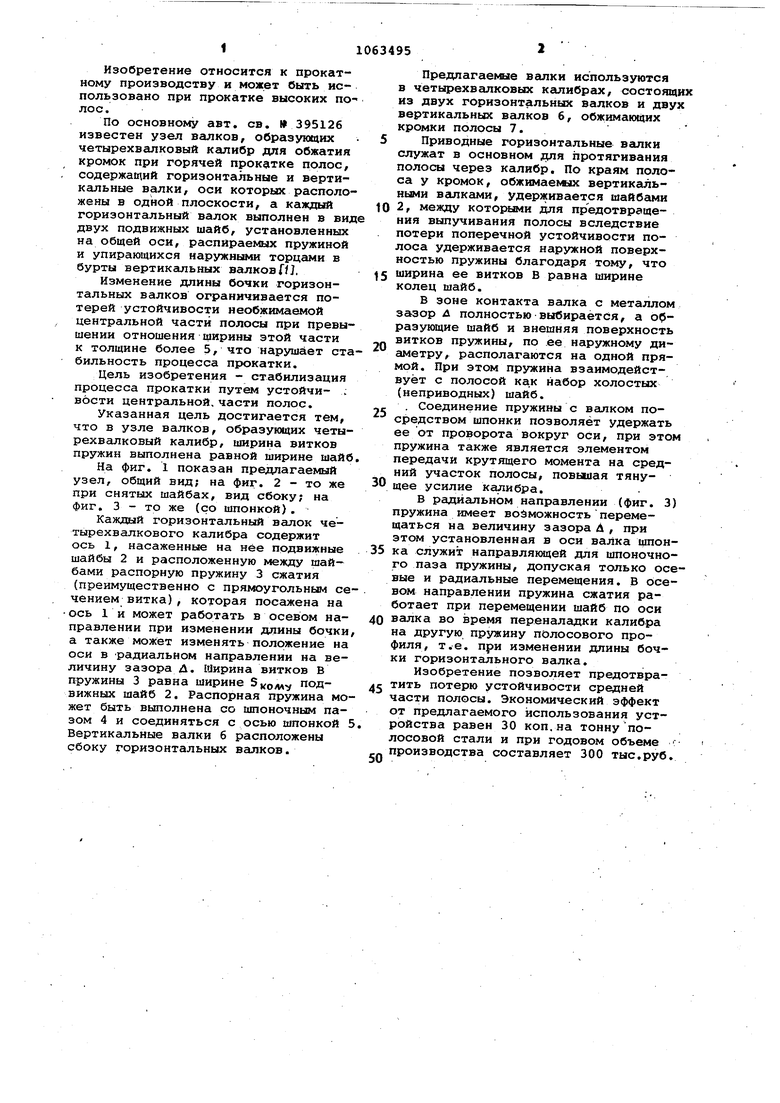
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полосовой стали | 1989 |
|
SU1674998A1 |
| УЗЕЛ ВАЛКОВ, ОБРАЗУЮЩИХ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР | 1973 |
|
SU395126A1 |
| СПОСОБ ПРОКАТКИ ДВУХГРЕБНЕВЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2005 |
|
RU2283706C1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| СПОСОБ ПРОКАТКИ ПОЛОС (ЛИСТОВ) В ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2019 |
|
RU2724255C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС (ЛИСТОВ) В ЧЕТЫРЁХВАЛКОВОЙ КЛЕТИ | 2014 |
|
RU2578867C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
УЗЕЛ ВАЛКОВ, ОБРАЗУЩИЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ПО авт. св 395126, отличающийся тем, что, с цельй стабилизации процесса, прокатки путем повышения устойчивости центральной части полос, ширина витков пружин вьшолнена равHof(. ширине шайб. (Л О) со 4 СО СП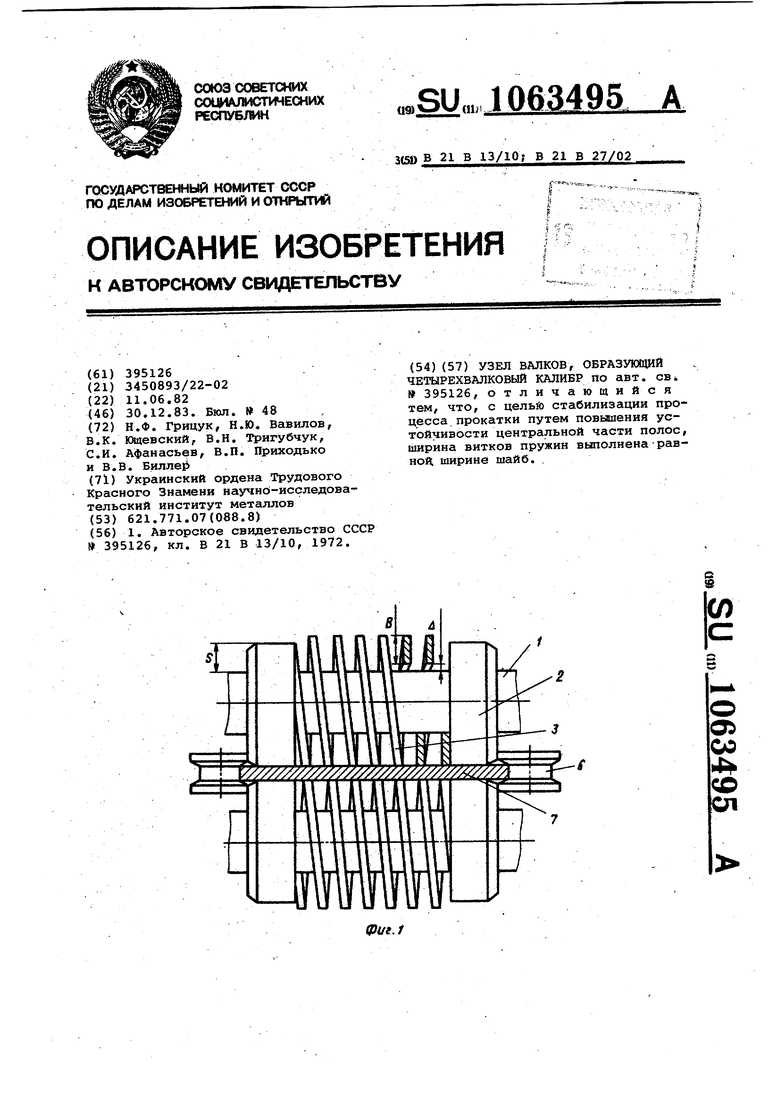
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УЗЕЛ ВАЛКОВ, ОБРАЗУЮЩИХ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР | 0 |
|
SU395126A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
