Известные конструкции штампов имеют существенный недостаток в том, что при износе рабочих кромок матрицы или пуансона точность дозировки металла нарушается.
Предложенный штамп, отличается от известных тем, что он снабжен подпружиненными толкателями, установленными в пуансонодержателе, и сменными плаваюш,ими штангами, один конец которых имеет регулировочный винт и предназначен для взаимодействия с подпружиненным толкателем, а другой - с подвижным дном.
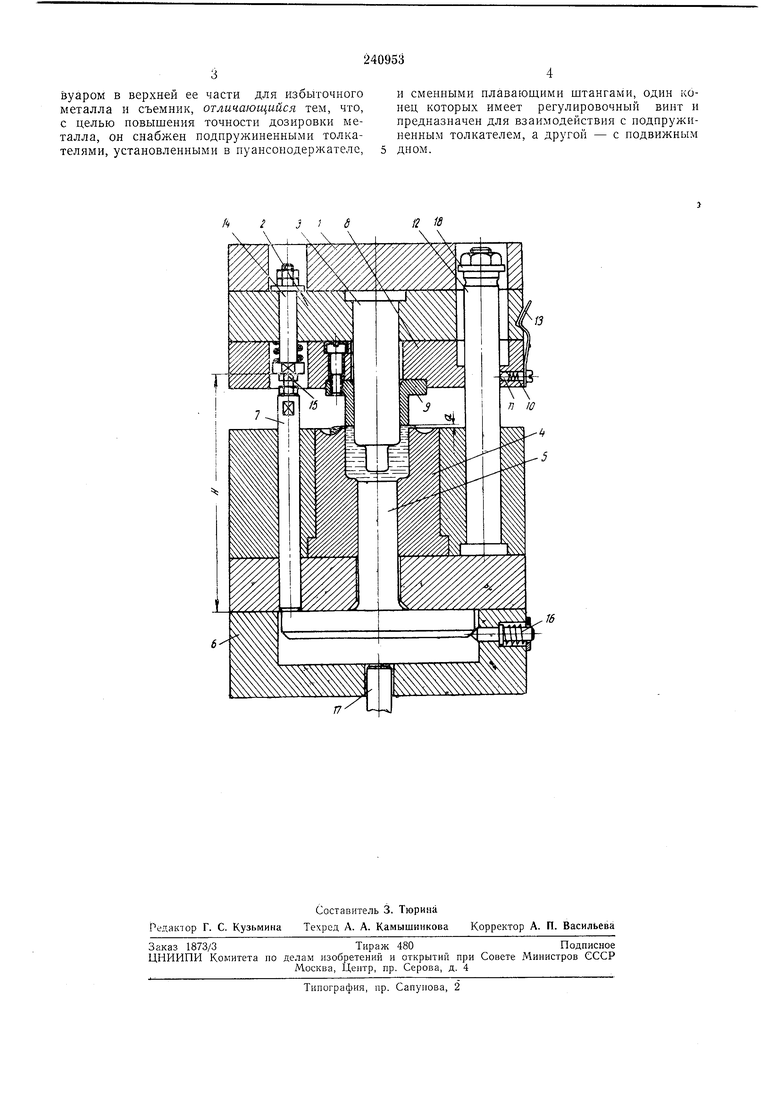
На чертеже изображен описываемый штамп, разрез.
Штамп состоит из опорной плиты 1, пуансонодержателя 2 с пуансоном 3, матрицы 4 с подвижным дном 5, основания 6 и сменных плавающих штанг 7.
Перед заливкой металла в матрицу ее дно, опорная плита и пуансонодержатель с пуансоном находятся в крайнем верхнем положении. В этом же положении зафиксирован съемник 8 с пуансоном 9 при помощи пружины 10, шарика 11 и канавки на направляющей /2.
После заливки металла в матрицу опорная плита и пуансонодержатель перемещаются вниз. Затем к ним присоединяется съемник с помощью пружины 13, которая освобождается при этом от фиксированного положения шариком //.
гулировочный винт 15 плавающей щтанги, которая, в свою очередь, давит на фланец подвижного дна, отжимает подпружиненный фиксатор 16 и перемещает подвижное дно.
В момент перекрытия отсечными кромками пуансона 9 отсечных кромок матрицы 4 в последней должна быть требуемая порция металла.
Регулируют дозировку металла с помощью
винта 15 за счет увеличения или уменьщения расстояния Я.
Полное давление на металл передается тогда, когда подвижное дно находится в крайнем нижнем положении основания 6.
После требуемой выдержки шток 17 давит на подвижное дно, одновременно верхняя траверса пресса совершает обратный ход (на чертеже не показано). При движении вверх съемник 8 упирается в опорную шайбу 18 и фиксируется иодпружиненным щариком 11. При дальнейщем движении пружина выходит из пуансонодержателя, и отливка снимается с помощью съемника 8 с пуансона 3. Шток 17 переходит в нилчнее положение, и цикл повторяется.
Предмет изобретения
Штамп для штамповки жидкого металла, 3 вуаром в верхней ее части для избыточного металла и съемник, отличающийся тем, что, с целью повышения точности дозировки металла, он снабжен иодиружиненными толкагелями, установленными в нуансонодержателе,5 4 и сменными плаваЕОЩими штангами, один конец которых имеет регулировочный винт и предназначен для взаимодействия с нодпружиненным толкателем, а другой - с иодвижным дном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп совмещенного действия "Викост | 1985 |
|
SU1324720A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
А / J 1 S
