Известны способы изготовления соединительных трубных деталей, например отводов, деформированием двух цилиндрических заготовок в штампе с последуюш:ей их разрезкой :и свар.кой по среднему радиусу -гиба.
По предложенному способу заготовку для внутреннего или внешнего элемента изделия устанавливают в соответствуюш,ую разъемную матрицу, деформируют внутренним гидростатическим давлением с одновременной осевой осадкой для образования по длине заготовок гофр с выпуклым или вогнутым тороидальным .профилем. Разрезку на элементы осуществляют как в кольцевом, так и в осевом направлениях.
Это позволяет получать изделия из тонкостенных заготовок, повысить коэффициент использования металла и улучшить качество изделий.
На чертеже ноказаны типы соединительных трубных элементов.
Способ осуществляют следующим образом.
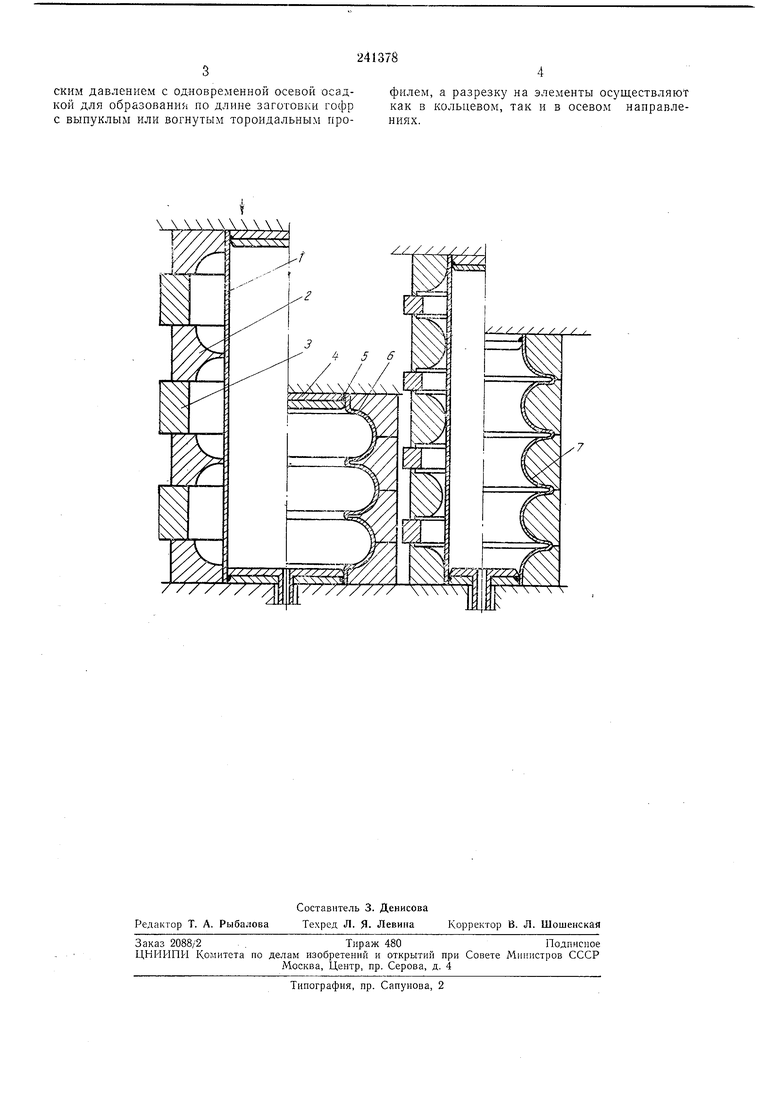
Заготовку / устанавливают в разъемные матрицы 2, которые разведены на определенный шаг проставками 3. Торцы заготовок герметизированы патронными головками 4, снабженными резиновыми уплотнительными кольцами 5. Через одну из патронных головок
внутрь заготовки подают жидкость, создающую гидростатическое давление.
После предварительного выпучивания заготовки в не обхваченных матрицами участках ироставки удаляют и производят осадку заготовки в осевоМ направлении с одновреме};ным внутренним гидростатическим давлением. Внешний гофрированный патрубок 6 удаляется 113 матрицы.
Аналогично изготовляют внутренний гофрированный иатрубок 7. Полученные гофрированные патрубки разрезают на элементы в кольцевом и осевом направлениях и сваривают цо среднему радиусу гиба.
Предмет изобретения
Способ изготовления соединительных трубных деталей, например отводов, деформирование.м двух цилиндрических заготовок в штампе с последуюшей их разрезкой на внутренний и внешний элементы и сваркой указанных элементов ио среднему радиусу гиба, отличающийся тем, что, с целью получения изделий из тонкостенных заготовок, повышения коэффициента использования металла и улучшения качества, заготовку для внутреннего или внешнего элемента изделия устанавливают в |Соответствуюшую разъемную матрицу, деформируют внутренним гидростатическим давлением с одновременной осевой осадкой для образовани51 по длине заготовки гофр с выпуклым или вогнутым тороидальным профилем, а разрезку на элементы осуществляют как в кольцевом, так и в осевом направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| СПОСОБ ШТАМПОВКИ СИЛЬФОНОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2502574C2 |
| Устройство для раздачи трубных заготовок | 1980 |
|
SU940946A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ ИНЕРЦИОННОЙ ШТАМПОВКИ ТРУБ | 2009 |
|
RU2401715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| Способ изготовления полых изделий из сварных трубных заготовок | 1990 |
|
SU1761353A1 |