Известны пневматические координатношлифовальные головки, в корпусе которых Смонтирован вращающийся шпиндель с приводом от пневматической турбинки.
Предложенная головка отличается тем, что турбинка выполнена в виде активного и ре. активного колес, смонтированных соответственно в корпусе головки и на шпинделе, причем на реактивном колесе равномерно расположены против часовой стрелки сопла, представляющие собой конусы, переходящие в цилиндр по касательной к внутреннему диаметру реактивной камеры.
Это позволяет производить координатную шлифовку отверстий малого диаметра на координатно-расточных и координатно-фрезерных станках.
Для достижения бесшумности работы и одновременного охлаждения подшипников шпиндель выполнен полым, и в его части размещены касательные к внутренней полости отверстия, расположенные против направления вращения щпинделя.
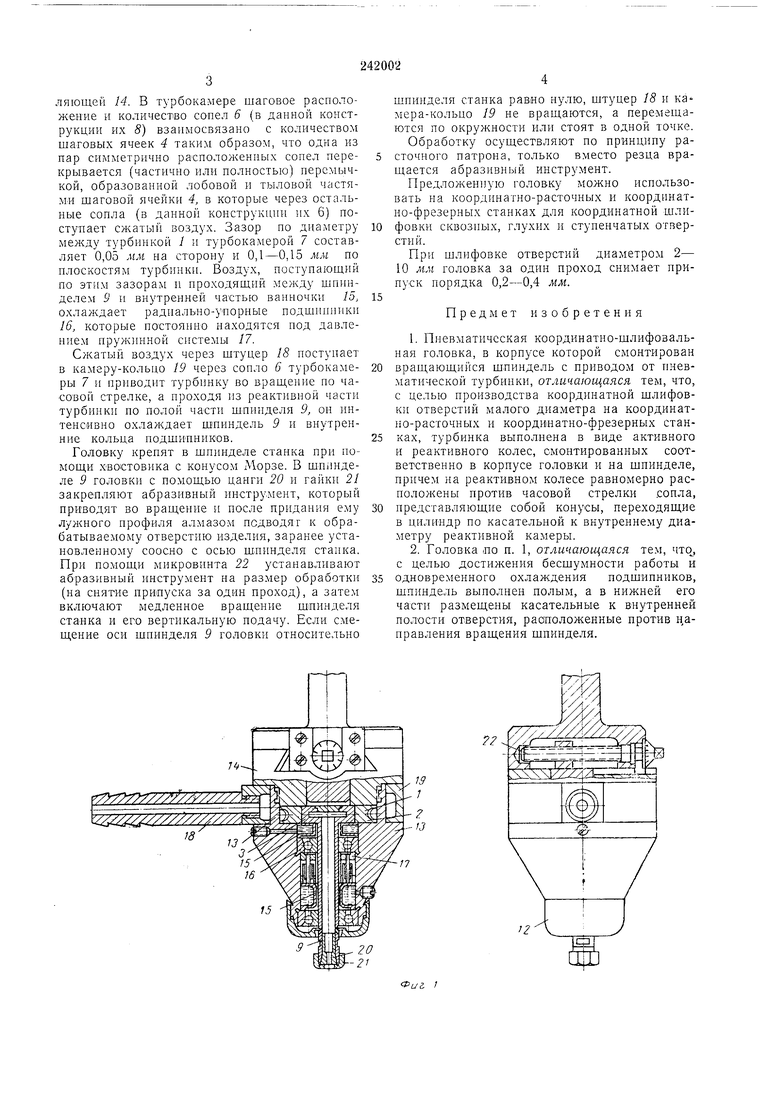
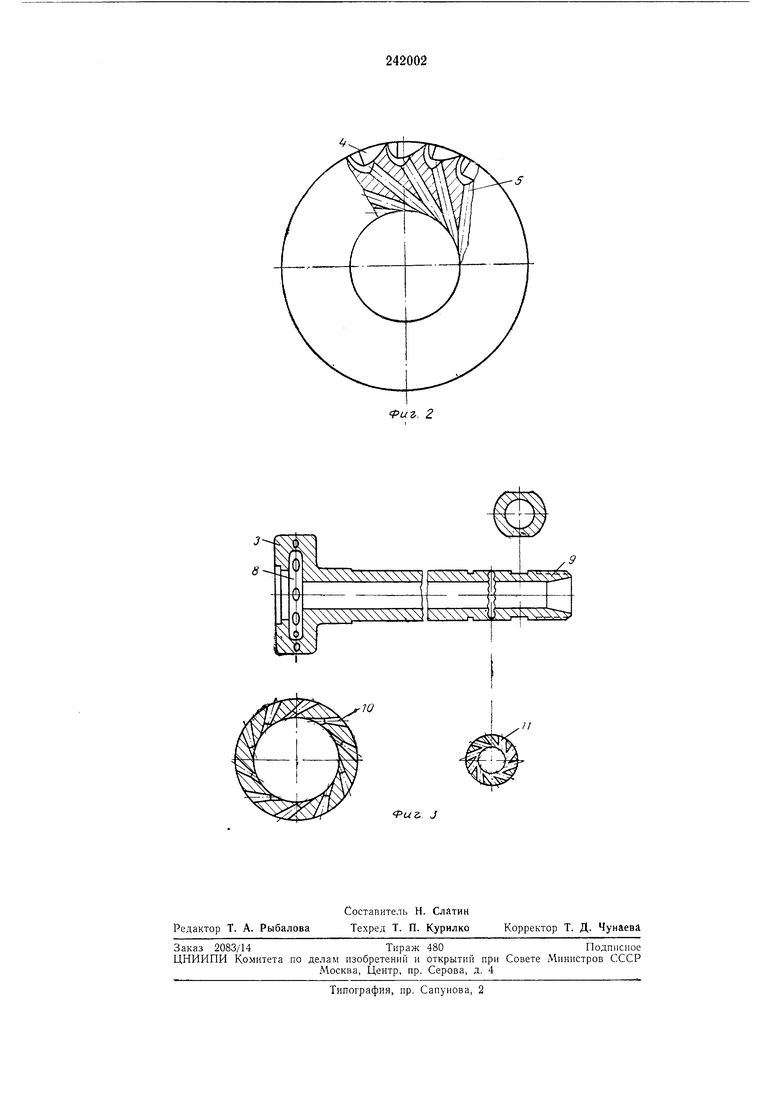
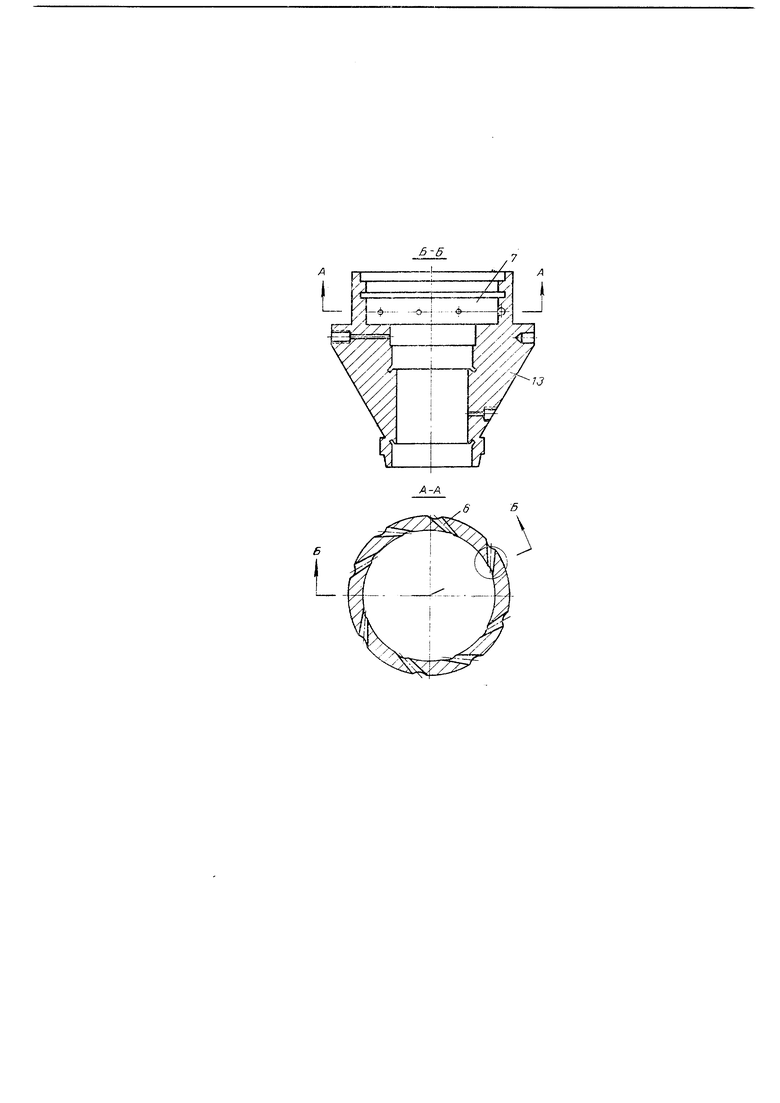
На фиг. 1 схематически изображена предложенная головка; на фиг. 2 - активная часть пневмотурбинки; на фиг. 3 - реактивная часть; на фиг. 4 - корпус головки.
леса, по внешней поверхности которого расположены шаговые ячейки 4 (в данной конструкции их 20), соединенные с внутренней поверхностью колеса каналами 5 воздухоотвода, оси отверстий которых расположены по касательной к внутреннему диаметру колеса. Таким образом, создается кольцевая канавка по посадочному диаметру, слулхащая для ввода сжатого воздуха в реактивную часть 3 турбинки. Конструкция ячейки 4 предусмотрена так, чтобы сконцентрировать ударную силу сжатого воздуха, поступающего из сопел 6 турбокамеры 7 каналам 5 в реактивную часть 3 турбинки.
Реактивная часть выполнена в виде полого колеса с реактивной камерой 8 и полого шпинделя 9 и имеет несколько равномерно расположенных против часовой стрелки сопел 10 (в данной конструкции этих соцел 10). Каждое сопло представляет собой конус, переходящий в цилиндр по касательной к внутреннему диаметру реактивной камеры 8, отработанный воздух из которой, пройдя полую часть шпинделя 9 и выходные отверстия 11, расположенные против направления вращения щпинделя 9 в нижней его части касательно к внутренней полости, выходит наружу через конусную часть колпака 12. ляющей 14. В турбокамере шаговое расположение и количество сопел 6 (в данной конструкции их 8) взаимосвязано с количеством шаговых ячеек 4 таким образом, что одна из пар симметрично расположенных сопел перекрывается (частично или полностью) перемычкой, образованной лобовой и тыловой частями шаговой ячейки 4, в которые через остальные сопла (в данной конструкцни их 6) поступает сжатый воздух. Зазор по диаметру меж:ду турбинкой / и турбокамерой 7 составляет 0,05 мм на сторону и 0,1-0,15 мм по плоскостям турбинки. Воздух, поступаюш,ий по этим зазорам и проходяш,ий между шиииделем 9 и внутренней частью ванночки 15, охлаждает радиально-упорные подшнпиики 16, которые постоянно находятся иод давлением пружинной системы 17. Сжатый воздух через штуцер 18 ноступает в камеру-кольцо 19 через сопло 6 турбокамеры 7 и приводит турбинку во враш,ение ио часовой стрелке, а проходя из реактивной части турбинки по полой части шпинделя 9, он интенсивно охлаждает ш пиндель 9 и внутренние кольца подшипников. Головку крепят в шпинделе станка при помош,и хвостовика с конусом Морзе. В шц1 нделе 9 головки с помош;ыо цанги 20 и гайки 21 закрепляют абразивный инструмент, который приводят во враш,еиие и после придаиия ему лужного ирофиля алмазом псдводяг к обрабатываемому отверстию нзделия, заранее установленному соосно с осью шпинделя станка. При помощи микровинта 22 устанавливают абразивный инструмент на размер обработки (на снятие припуска за один проход), а затем включают медленное вращение шпинделя станка и его вертикальную подачу. Если смеш,енне оси шпинделя 9 головки относительно шпинделя станка равно нулю, штуцер 18 и ка мера-кольцо 19 не вращаются, а перемешаются по окружности цли стоят в одной точке. Обработку осуществляют по принципу расточного патрона, только вместо резца вращается абразивный инструмент. Предложенную головку можно использовать на координатно-расточных и координатно-фрезерных станках для координатой шлифовки сквозных, глухих и ступенчатых отверстий. При шлифовке отверстий диаметром 2- 10 мм головка за один проход снимает припуск порядка 0,2-0,4 мм. Предмет изобретения 1.Пневматическая координатно-шлифовальная головка, в корпусе которой смонтирован вращающийся шпиндель с приводом от пневматической турбинки, отличающаяся тем, что, с целью нроизводства координатной шлифовки отверстий малого диаметра на координатно-расточных и координатно-фрезерных станках, турбинка выполнена в виде активного и реактивного колес, смонтированных соответственно в корпусе головки и на щпинделе, причем на реактивном колесе равномерно расположены против часовой стрелки сопла, представляющие собой конусы, переходящие в цилиндр по касательной к внутреннему диаметру реактивной камеры. 2.Головка (ПО п. 1, отличающаяся тем, что, с целью достижения бесшумности работы и одновременного охлаждения подшипников, шпиндель выполнен полым, а в нижней его части размещены касательные к внутренней полости отверстия, расположенные против цаправления вращения шпинделя.
2
Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментодержатель | 1976 |
|
SU585041A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2175283C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2191674C1 |
| Измерительная головка | 1990 |
|
SU1744436A1 |
| РАСТОЧНАЯ ПЛАНСУППОРТНАЯ ГОЛОВКА | 1994 |
|
RU2074790C1 |
| Способ аттестации индикатора детали для размерной настройки сверлильно-фрезерно-расточных станков с ЧПУ и устройство для его осуществления | 1987 |
|
SU1521562A1 |
| Расточное устройство | 1987 |
|
SU1703267A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
Составитель Н. Слатин
Редактор Т. А. Рыбалова
Риг. J
Корректор Т. Д. Чунаева Техред Т. П. Курилке
