В настоящее время на металлургических заводах широко применяются изложницы со стальными бандажами, уста«а1вливаемыми у их торцов для предотвращения образования продольных трещин.
Однако в процессе разливки металла в материале бандажа возникают пластические деформации, которые приводят к образованию зазора между изложницей и бандажом. При этом эффективность действия бандажа резко снилсается.
Для устранения этого иедостатка идут по пути увеличения толщины бандажа и изготовления его из стали с более высоким пределом текучести.
Для предотвращения пластических деформаций в бандаже и новышения стойкости изложниц .предложено бандаж выполнять гофрированным.
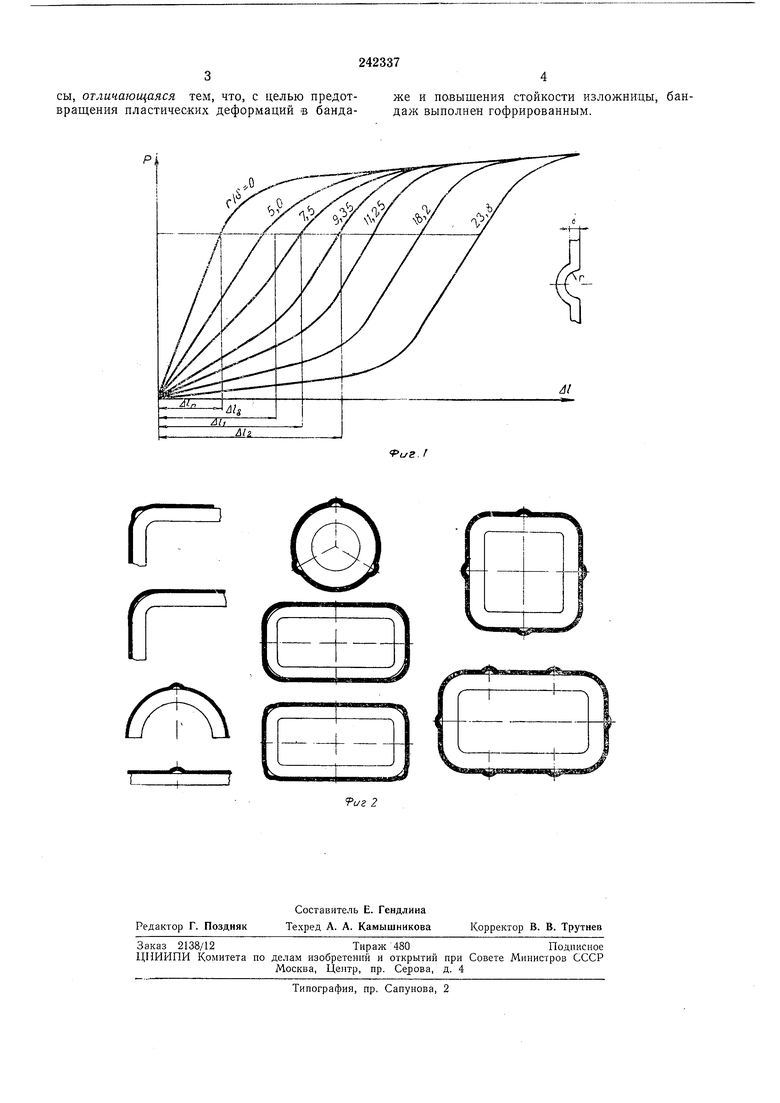
На фиг. 1 представлена диаграмма растяжения полосы толщиной 0, изготовленной с гофрами различных радиусов г; иа фиг. 2- возможные варианты выполнения гофров для изложниц с различной формой поперечного сечения.
На фиг. 1 - А/„ -абсолютная деформация полосы, лри которой наступает пластическая деформация: Л/а - абсолютная деформация полосы, соответствующая дефоримации бандажа при эксплуатации изложницы. При
г/0 О имеется обычная кривая растяжения полосы.
При увеличении отношения г/а имеют .место удлинения А/1, . расположенные в пределах упругой деформации полосы. Однако с увеличением отношения г/а уменьшается давление между бандажом и изложницей. Поэтому для каждого типоразмера изложницы в зависимости от условий ее эксплуатации радиус гофра выбирают так, чтобы
А/п А/а; при этом для данного материала
бандажа будет иметь место ма:ксимальное
давление между изложницей и бандажом.
При заполнении излолсницы жидкой сталью
основная деформация бандажа происходит за счет выпрямления гофра.
Постепенно кривизна гофра уменьшается и увеличивается величина напряжений в бандаже.
Таким образом, по мере увеличения значения температурных напряжений в изложнице увеличивается напряжение в бандаже и соответственно растет давление между изложницей и бандажом. При остывании процесс происходит в обратном порядке. 3 сы, отличающаяся тем, что, с целью предотвращения пластических деформаций в банда4же и повышения стойкости изложницы, бандаж выполнен гофрированным.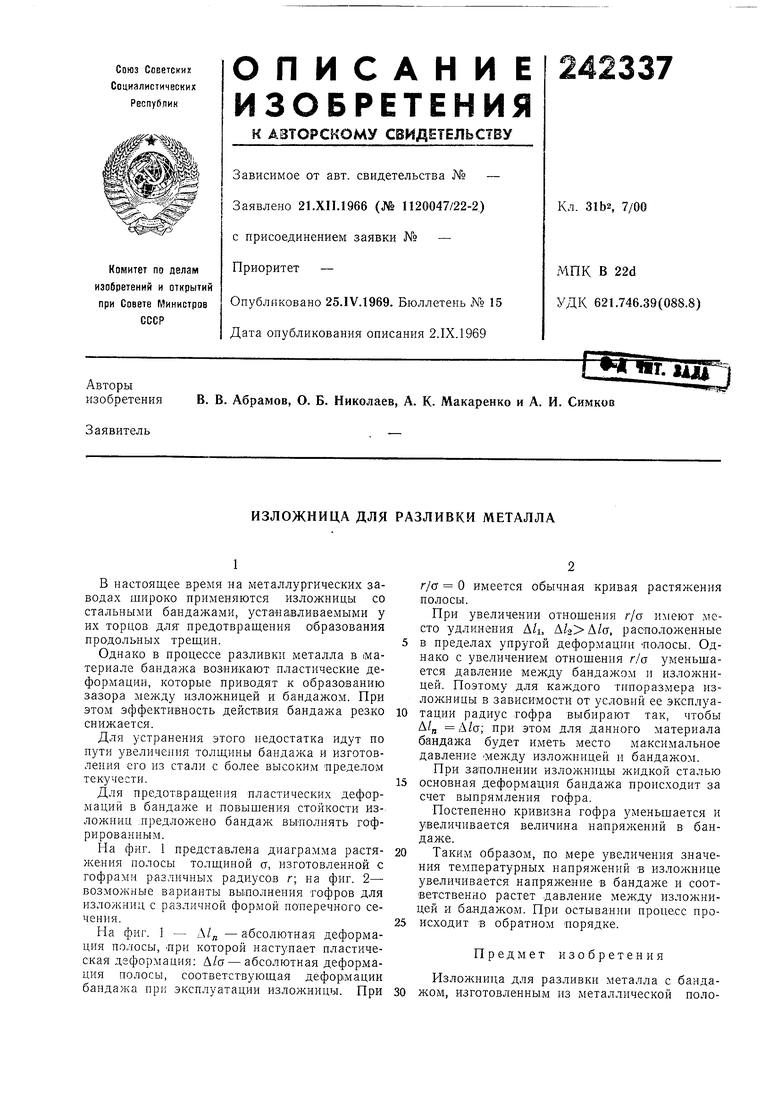
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖА ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2002 |
|
RU2235188C2 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Теплоизоляционный углеродный волок-НиСТый МАТЕРиАл и СпОСОб ЕгО изгОТОВ-лЕНия | 1979 |
|
SU834277A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОЭЛЕКТРОСВАРОЧНЫХ АГРЕГАТАХ | 1987 |
|
RU1429410C |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ | 1970 |
|
SU270966A1 |
| Способ прокатки | 1982 |
|
SU1061860A1 |
| ДАТЧИК ДАВЛЕНИЯ | 2000 |
|
RU2240521C2 |
| Способ изготовления холодногнутых профилей проката | 1977 |
|
SU662195A1 |
| МЕТАЛЛИЧЕСКИЙ ЛЕЙНЕР, МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2000 |
|
RU2187746C2 |
| УПЛОТНИТЕЛЬНАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2262021C2 |
TZ
