Известно устройство для осуществления способа измерения сложных поверхностей деталей, за ключающегося в том, что по программе перемещают стол с деталью и корпус измерительной головки, корректируют их позицию в соответствии с сигналами датчиков положения И измеряют сигналы .головки, пропорциональные отклонениям контролируемой поверхности.
Предложенный способ отличается от известных тем, что измеряют относительное перемещение детали и корпуса измерительной головки по трем координатным осям, выбирают для каждой пары результатов измерений по координатным осям, совпадающим с направлениями перемещения двухкоординатного стола, значение, соответствующее третьей координате теоретического профиля измеряемой детали, сравнивают это выбранное значение с положением корпуса измерительной головки и показаниями последней и разницу значений принимают за отклонения профиля. Это повышает точность измерения, так как уменьшается влияние погрешностей привода на результаты контроля, а также его производительность, поскольку .не требуются точные и медленные перемещения стола и измерительной головки.
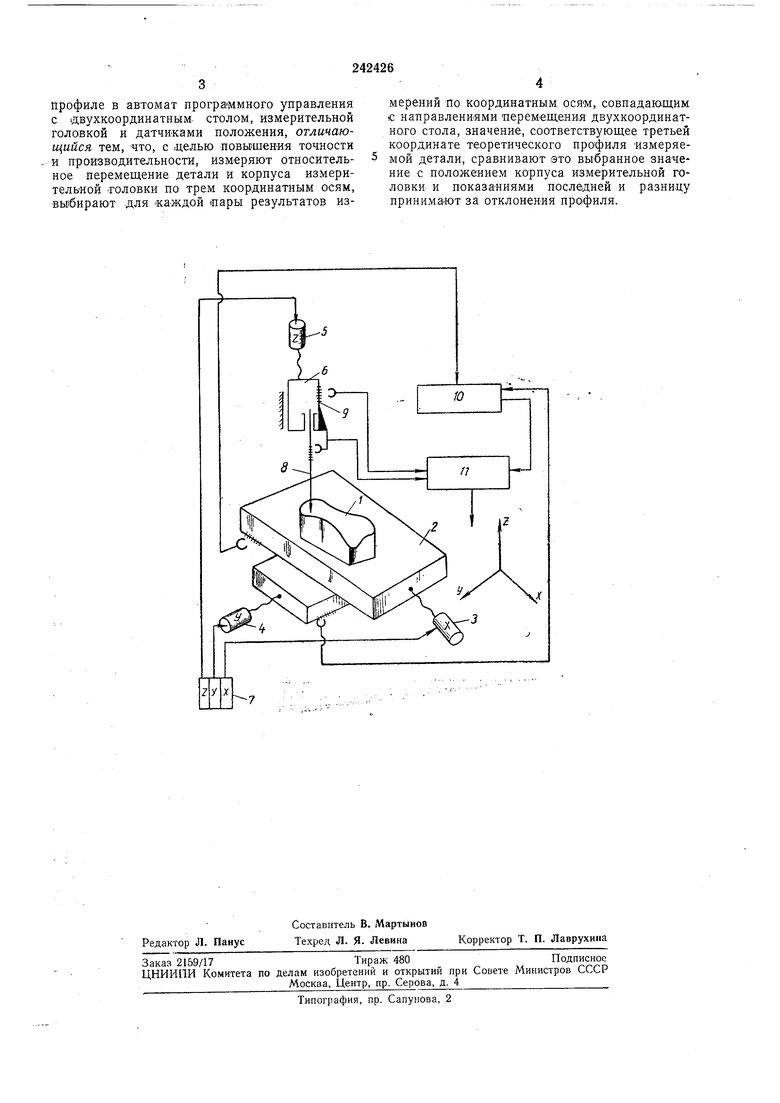
Контролируемое изделие /, установленное на двухкобрдинатном столе 2, перемещается по двум координатам X и У при помощи двух двигателей и 4. Двигатель 5 управляет перемещением корпуса 6 измерительной головки. Работой двигателей 3, 4 я 5 управляет программа, записанная в блоке 7.
Перемещение стола, корпуса и щупа 8 измерительной головки контролируется датчика ми 9 положения. Для каждой пары .координат стола Xi и У1 измеренных датчиками 9, Б блоке W вычисляется соответствующее им значение координаты Z/ теоретического профиля изделия по формуле
Zt f(XiYi)
Найденные значения Zi направляются в вычислительный блок 11, в который поступает также Информация Z/ о положении корпуса 6 измерительной головки и показание Z/ измерительной головки. В блоке 11 на основании текущих значений Z/, Z/ и Z/ вычисляются значения погрешностей б/ в направлении оси измерения по формуле
} 7 /7 7
i - Li - (LI - LI ) Предмет изобретения
профиле в автомат программного управления с двухкоординатным столом, измерительной головкой и датчиками положения, отличающийся тем, что, с .целью повышения точ:ности и производительности, измеряют относительное перемещение детали и корпуса измерительной толовки по трем координатным осям, выбирают для каждой пары результатов измерений по координатным осям, совпадающим с направлениями перемещения двухкоординатного стола, значение, соответствующее третьей координате теоретического профиля измеряемой детали, сравнивают это выбранное значение с положением корпуса измерительной головки и показаниями последней и разницу принимают за отклонения профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения сложных деталей | 1977 |
|
SU842383A1 |
| Способ контроля профиля зуба зубчатых колес и устройство для его осуществления | 1980 |
|
SU1145938A3 |
| СПОСОБ ИЗМЕРЕНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU391380A1 |
| ШИРОКОДИАПАЗОННЫЙ КОМПАРАТОР ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ КООРДИНАТНЫХ СРЕДСТВ ИЗМЕРЕНИЙ | 2009 |
|
RU2401985C1 |
| Измерительная головка | 1985 |
|
SU1272111A1 |
| Способ контроля профиля зубьев зубчатого колеса и устройство для его осуществления | 1980 |
|
SU1025340A3 |
| КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА | 1990 |
|
RU2068984C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПЛОСКИХ ПРОФИЛЕЙ ДЕТАЛЕЙ | 1972 |
|
SU345344A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ПЛОСКОСТИ | 2006 |
|
RU2307319C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ПОВЕРХНОСТИ ДЕТАЛИ ОТ ЗАДАННОГО КОНТУРА | 1972 |
|
SU428198A1 |