Изобретение относится к измерительной технике и может быть использовано для определения положения плоскостей и измерения углов при координатных измерениях, а также при установке деталей перпендикулярно оси шпинделя станка.
Известен способ установки детали перпендикулярно оси шпинделя станка, заключающийся в следующем: деталь размещают на закрепленных на столе опорах и осуществляют корректировку высот опор по показаниям индикатора, для чего последний устанавливают в шпинделе станка; одну из опор берут базовой, измеряют расстояние между остальными опорами и базовой в плоскости стола в двух взаимно перпендикулярных направлениях, затем измеряют расстояние от оси шпинделя до наконечника индикатора, определяют максимальное значение показания индикатора и соответствующий ему угол разворота индикатора, после чего определяют величину корректировки остальных опор по высоте [А.с. №1771922 А1, В23Q 3/00, публ. 1992].
Указанный способ обладает малой точностью и низкой производительностью.
Известно устройство для измерения перемещений по трем координатам, содержащее основание, базовую раму, скрепленную с основанием, не менее трех интерференционных измерителей перемещений, шарнирно скрепленных с базовой рамой, платформу с измерительным наконечником, установленную на основании с возможностью перемещения по трем координатным осям, и отражатель, установленный на платформе [А.с. №1427170 A1, G01В 11/03, публ. 1988].
Известна координатно-измерительная машина (КИМ), оснащенная ЭВМ, нулевой измерительной головкой, смотрящими приводами, алфавитно-цифровым дисплеем и печатающим устройством [Координатные измерительные машины и их применение /В.-А.А.Гапшис, А.Ю.Каспарайтис, М.Б.Модестов и др. - М.: Машиностроение, 1988. - 328 с., ил., с.21-22].
Недостатками указанного устройства и КИМ является то, что при определении положения плоскости по трем точкам возникает погрешность за счет многокоординатного измерения, что влечет за собой невозможность соблюдения принципа Аббе, кроме того, такое измерение малопроизводительно, так как для определения положения нескольких точек приходится перемещать измерительную головку.
Задача изобретения - повышение точности за счет проведения измерения вдоль одной координатной оси за одно движение пиноли и повышение производительности измерения за счет использования трех измерительных головок, размещенных на пиноли.
Поставленная задача достигается устройством для определения положения плоскости, содержащим систему CNC (Computer Numerical Control) с ЭВМ, блок цифровой индикации, пиноль с закрепленной нулевой головкой, датчик перемещения и привод подач по координате Z, в котором в отличие от прототипа на пиноли закреплены три измерительные головки, расположенные таким образом, что их измерительные наконечники находятся в вершинах равностороннего треугольника, а датчик перемещения по координате Z находится на оси пиноли, проходящей через центр окружности, описанной вокруг указанного равностороннего треугольника.
Кроме того, в качестве привода подач может быть использован линейный привод, а в качестве датчика перемещения - оптическая линейка.
Система обозначений осей координат соответствует системе ISO, согласно которой ось Z принимают всегда параллельной оси главного шпинделя станка и направляют от заготовки к инструменту [Врагов Ю.Д. / Анализ компоновок металлорежущих станков: (Основы компонетики). - М.: Машиностроение, 1978. - 208 с., ил., с.15-16].
Из литературы [Координатные измерительные машины и их применение /В.-А.А.Гапшис, А.Ю.Каспарайтис, М.Б.Модестов и др. - М.: Машиностроение, 1988. - 328 с., ил., с.114-115] известно, что погрешность многокоординатного измерительного прибора при нахождении координат точек, произвольным образом расположенных в его рабочем объеме, будет значительно больше погрешности, возникающей при измерении вдоль какой-либо координатной оси.
Предложенное расположение измерительных головок позволяет уменьшить погрешность и увеличить производительность измерения за счет проведения измерения сразу в трех точках за одно движение пиноли, что обеспечивает более полное соответствие принципу Аббе по сравнению с многокоординатным измерением одной измерительной головкой.
Использование в описываемом устройстве линейных приводов и оптических линеек позволит повысить точность измерений.
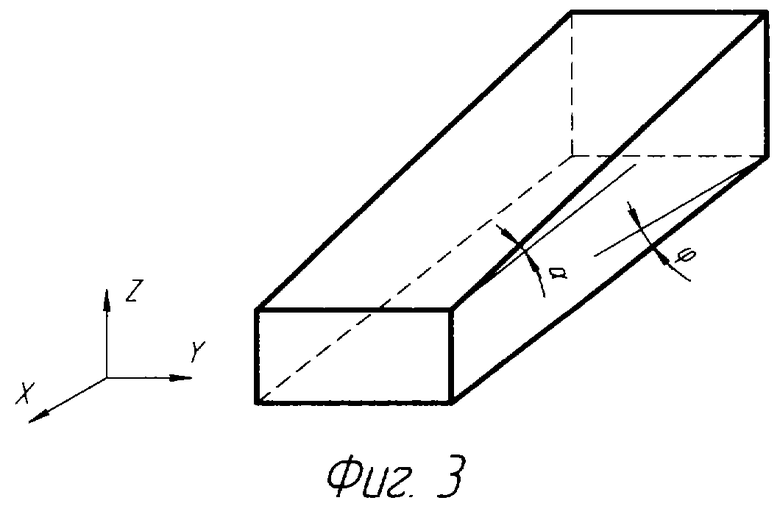
Существо изобретения поясняется чертежами. На фиг.1 показана принципиальная схема предлагаемого устройства, на фиг.2 - расположение измерительных головок на торце пиноли, на фиг.3 - положение в пространстве измеряемой детали.
Устройство для определения положения плоскости состоит из пиноли 1 с тремя закрепленными нулевыми головками 2, 3 и 4, системы CNC с ЭВМ 5 для обработки управляющих сигналов с нулевых головок, управления приводом 6 и обработки результатов измерения датчика перемещения 7, передающим данные о положении пиноли на блок цифровой индикации 8.
Работа предлагаемого устройства основана на поочередном измерении координат трех точек плоской поверхности детали и последующих расчетах положения этой плоскости.
Устройство работает следующим образом. Пиноль 1 с закрепленными нулевыми головками 2, 3, 4 перемещается до соприкосновения всех измерительных наконечников указанных головок с поверхностью измеряемой детали 10, установленной на столе 9. При последовательном касании измерительных наконечников измеряемой поверхности (зазор сведен до нуля) выдаются сигналы С2, С3, С4, по которым осуществляется съем показаний координат с датчика перемещений 7, которые обрабатываются ЭВМ 5.
Плоская поверхность детали представляется уравнением
которое можно переписать в виде Ах+By+Cz+D=0,
где M2(x2; y2; z2), М3(x3; y3; z3), M4(x4; y4; z4) - координаты измерительных наконечников нулевых головок 2, 3 и 4 соответственно в абсолютной системе координат машины в момент их касания указанной плоскости.
Двугранный угол между торцом пиноли (шпинделя) и плоской поверхностью детали определяется через его косинус:
Таким образом, при использовании описываемого устройства для выставления детали перпендикулярно оси пиноли (шпинделя) станка, зная положение плоской поверхности детали, можно произвести корректировку положения либо самой детали, либо инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГООПЕРАЦИОННЫЙ МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2005 |
|
RU2290283C1 |
| Измерительная головка | 1989 |
|
SU1730527A1 |
| Координатная измерительная машина | 1990 |
|
SU1795264A1 |
| Координатная измерительная машина | 1970 |
|
SU685903A1 |
| СПОСОБ КОНТРОЛЯ ОПТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ С ОБЪЕКТОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2188389C2 |
| МНОГОКООРДИНАТНАЯ МЕТРОЛОГИЧЕСКАЯ ПЛАТФОРМА | 2007 |
|
RU2365953C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАНИЯ ЗАГОТОВКИ В ПОДРЕЗКУ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1999 |
|
RU2238182C2 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |
| Способ измерения формы деталей, изогнутых из листового металлопроката, и устройство для его осуществления | 2018 |
|
RU2685793C1 |
| Способ управления процессом поточного производства | 1978 |
|
SU774918A1 |

Изобретение относится к измерительной технике и может быть использовано для определения положения плоскостей и измерения углов при координатных измерениях, а также при установке деталей перпендикулярно оси шпинделя станка. Техническим результатом является повышение точности за счет проведения измерения вдоль одной координатной оси за одно движение пиноли и повышение производительности измерения за счет использования трех измерительных головок, размещенных на пиноли. Устройство для определения положения плоскости содержит систему CNC (Computer Numerical Control) с ЭВМ, блок цифровой индикации, пиноль с закрепленной нулевой головкой, датчик перемещения и привод подач по координате Z. При этом на пиноли закреплены три измерительные головки, расположенные таким образом, что их измерительные наконечники находятся в вершинах равностороннего треугольника, а датчик перемещения по координате Z находится на оси пиноли, проходящей через центр окружности, описанной вокруг указанного равностороннего треугольника. 1 з.п. ф-лы, 3 ил.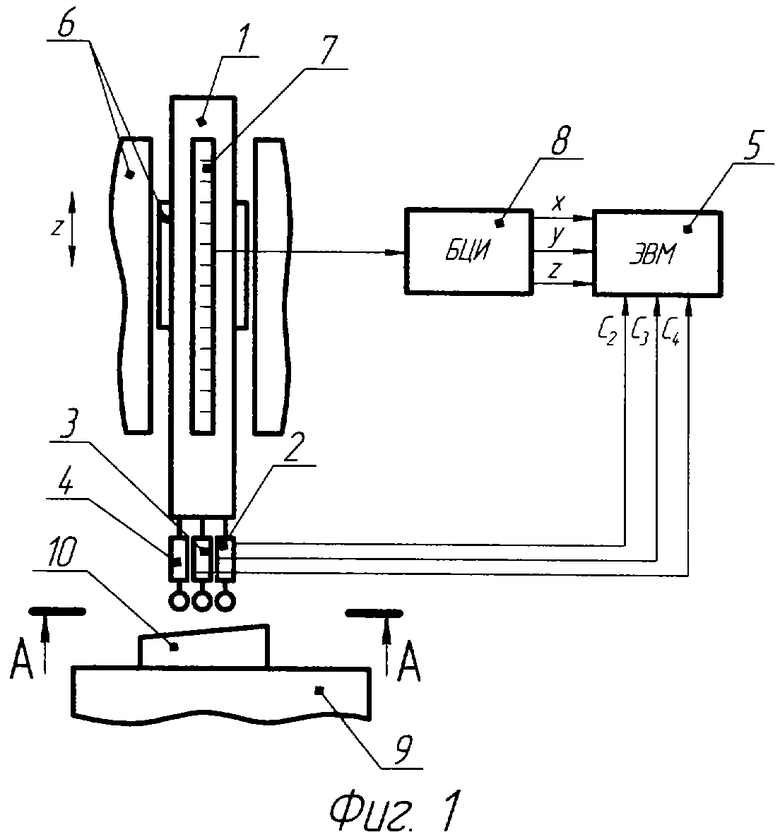
| Устройство для определения положения объекта | 1982 |
|
SU1037073A1 |
| Способ установки детали перпендикулярно оси шпинделя станка | 1990 |
|
SU1771922A1 |
| Устройство для измерения перемещений по трем координатам | 1986 |
|
SU1427170A1 |
| Координатная измерительная машина | 1990 |
|
SU1795264A1 |
| Измерительная головка | 1989 |
|
SU1730527A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАНИЯ ЗАГОТОВКИ В ПОДРЕЗКУ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1999 |
|
RU2238182C2 |
| DE 102004022314, 22.12.2005 | |||
| DE 202004015264 U, 25.11.2004 | |||
| Широкозахватный сельскохозяйственный агрегат | 1988 |
|
SU1528354A1 |

