Изобретение относится к области измерения деталей в машиностроении.
Известен способ измерения плоских профилей деталей в направлении нормали с использованием координатно-измерительной машины, содержаш,ей шпиндель с осью враш,ения, перпендикулярной плоскости измерения, привод враш,ения шпинделя и установленный на шпинделе датчик линейных перемешений с радиально расположенной линией измерения, заключаюш,ийся в том, что шпиндель выводят в заданную относительно детали точку и дискретно снимают отсчет по датчику. Известный способ предусматривает остановку оси шпинделя в заданных точках и поворот шпинделя до совмеш,ения линии измерения датчика с нормалью к профилю детали. Измерительная машина имеет управляемое враш,ение шпинделя. Ири этом точность измерения снижается из-за погрешностей угловой установки шпинделя, а производительность уменьшается вследствие остановок шпинделя в контрольных точках.
Предлагаемый способ позволяет устранить указанные недостатки благодаря тому, что шпиндель вращают вокруг своей оси непрерывно, обходят шпинделем заданные точки без остановок, а при снятии отсчетов по датчику фиксируют его максимальные показания.
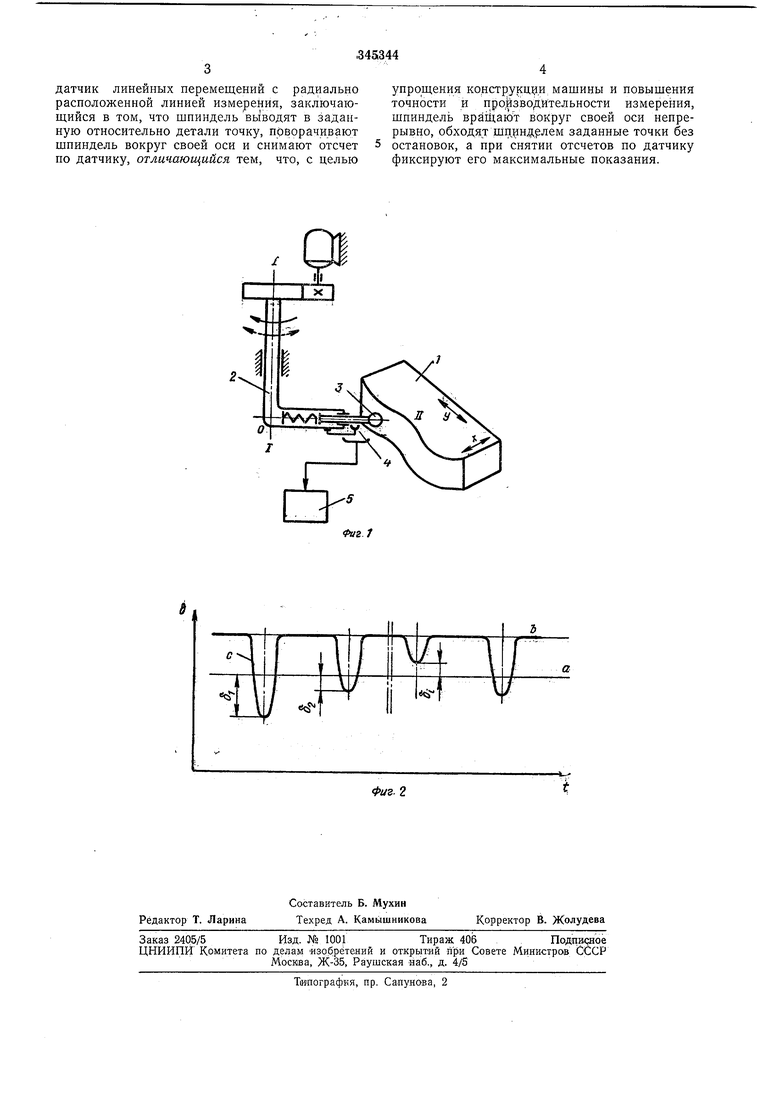
машины, при помош,и которой реализуется предлол енный способ; на фиг. 2 - осциллограмма показаний датчика.
Предложенный способ заключается в следующем. Измеряемая деталь / перемещается относительно шпинделя 2 по координатам X и У. Шпиндель непрерывно вращается (или качается) вокруг оси I-I. Когда измерительный наконечник 3 контактирует с измеряемой деталью, он перемещается вдоль радиальной оси П-II. Перемещения измерительного наконечника снимаются при помощи датчика 4, а максимальные показания датчика за каждый оборот шпинделя регистрируются блоком 5.
На фиг. 2 прямая а соответствует нулевому положению измерительного наконечника, при котором погрешность измеряемой детали 6 0; прямая b - крайнему положению измерительного наконечника, когда он не контактирует с измеряемой деталью; линия с - запись показаний датчика. Погрешности детали характеризуются отрезками 6ь 62 ..., 6i.
Предмет изобретения
Способ измерения плоских профилей деталей в направлении нормали с использованием координатно-из.мерительной машины, содержащей шпиндель с осью вращения, перпендикулярной плоскости измерения, привод вращедатчик линейных неремещений с радиально расположенной линией измерения, заключающийся в том, что шниндель выводят в заданную относительно детали точку, поворачивают шпиндель вокруг своей оси и снимают отсчет по датчику, отличающийся тем, что, с целью
упрощения конструкоди машины и повышения точности и производительности измерения, шпиндель враЩают вокруг своей оси непрерывно, обходят шпинделем заданные точки без остановок, а при снятии отсчетов по датчику фиксируют его максимальные показания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ПЛОСКОСТИ | 2006 |
|
RU2307319C1 |
| Способ измерения погрешностей деталей сложной формы | 1972 |
|
SU444626A1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИУСА И ОТКЛОНЕНИЯ ФОРМЫ НЕЗАМКНУТОЙ ДУГИ ОКРУЖНОСТИ | 1992 |
|
RU2073828C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| Способ измерения профиля деталей | 1981 |
|
SU1379591A1 |
| МАШИНА ДЛЯ ТРЕХМЕРНЫХ ИЗМЕРЕНИЙ, ОБЕСПЕЧИВАЮЩАЯ ОДНОВРЕМЕННЫЕ ИЗМЕРЕНИЯ | 2005 |
|
RU2369833C2 |
| Способ следящего управления приводами измерительных роботов | 1980 |
|
SU1089390A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ НАКОНЕЧНИКА ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ РОБОТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2009881C1 |
и5 Фиг 1
я
