Известно загрузочное ycTpoiicTiBO для плоских деталей, содержащее кассеты для деталей, подающий механизм и приемный орган.
.Пре1Дложенное устройство отличается от И31вестного тем, что кассеты расположены на двух параллельных вертикально-замкнутых пульсирующих конвейерах. Подающий механизм представляет собой угловой двуплечий рычаг, несущий пневмоярисоски и выполненный с возможностью поворота относительно вертикальной оси и возвратно-поступательного движения в вертикальной плоскости. Это по выщает производительность труда.
Кроме того, приемный орган выполнен в виде TpaiHcnopTeipa с толкателями, над которыми расположен стол с подпружиненными направляющими для ориентации деталей. Каждая кассета снабжена центрирующим приспособлением, содержащим V-Образную пластину для еосочиой части и передвижную
скобу для ПЯТОЧ1НОЙ.
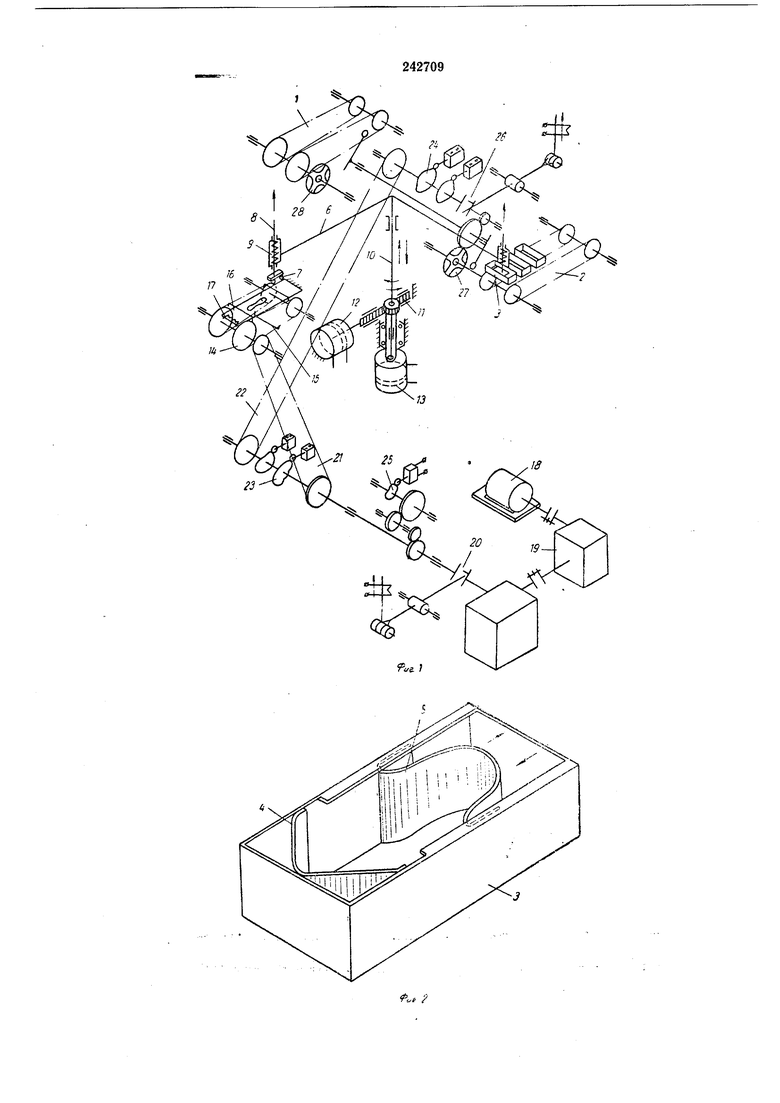
На фиг. 1 изображена кинематическая схема описываемого устройства; и а фиг. 2 - кассета, общий вид.
Загрузочное устройство содержит два параллельных вертикально-замкнутых пульсирующих конвейера / и 2 с кассетами 3 для левых и правых деталей. Каждая кассета снабжена центрирующим приопособлением, содержащим V-образную пластину 4 для носочной
части и передвижную скобу 5 для пяточной части подощвы или стельки.
Подающий механизм выполнен в виде углового рычага 6, несущего на плечах пневмоприсоски 7 для захвата деталей, которые смонтированы на штоках 8, свободно установленных в направляющих корпусов 9, жестко связанных с плечами рычага. Штоки 8 соединены с вакуум-системой через исполнительную цепь.
Двуплечий рычаг установлен на щтоке 10, который при помощи механизма реечной передачи 11, приводимой в действие пневмоцилиндром 12, может поворачиваться вместе с рычагом 6 вокруг верти кальной оси. Кроме того, щток 10 перемещается возвратно-поступательно в вертикальной плоскости от пневмоцилиндра 13.
Приемный орган выполнен в виде транспортера 14 с толкателями 15, над которыми расположен стол 16 с подпружиненными направляющими 17 для ориентации деталей, подаваемых 8 рабочие органы машины. Привод загрузочного устройства содержит электродвигатель 18, червячные редукторы 19, одноОборотную муфту 20 и цепные, передачи 21 и 22. Механизм управления включает кулачки 23-25, при помощи которых включаются пневмоцилиндры, пневмоприсоски и о-днооборотная муфта 26 привода пульсирующих конвейеров.
Детали низа обуви (подошвы или стельки) центрированйо укладываются в кассеты пульсирующих конвейеров, получающих движение через однооборотеую муфту 26 от механизмов мальтийских крестов 27 и 28.
При включении подающего механизма шток 10 с двуплечим рычатом и пневмоприсосками сначала перемещается в вертикалькном направлении для поштучного отделения деталей Обуви из кассеты, а потом поворачивается на 90° для передачи деталей на стол транспортера приемного органа. Разрежение в пневмоnpKcoiCKax создается постоянно действующим вакуум-насосом. После снятия с кассет левых и правых деталей конвейеры поочередно подвигаются на шаг, а транспортер передает детали в рабочие органы машины, ориентируя их подпружиненными направляющими.
Предмет изобретения
1. Загрузочное устройство для плоских деталей, например деталей низа обуви, содержащее кассеты для деталей, подающий механизм и приемный орган, отличающееся тем, что, с целью повыщения производительности труда, кассеты расположены на двух параллельных вертикально-замкнутых пульсирующих конвейерах, а подающий механизм представляет собой угловой двуплечий рычаг, несущий гшевмоприсоски и выполненный с возможностью поворота относительно вергикальной оси и возвратно-поступательного движения в вертикальной /плоскости.
2.Загрузочное устройство по п. 1, отличающееся тем, что приемный орган выполнен в
виде транспортера с толкателями, над которыми расположен стол с подпружиненными направляющими для ориентации деталей.
3.Загрузочное устройство по п. 1, отличающееся тем, что каждая кассета снабжена
центрирующим приспособлением, содержащим V-образную пластину для носочной части и передвижную скобу для пяточной.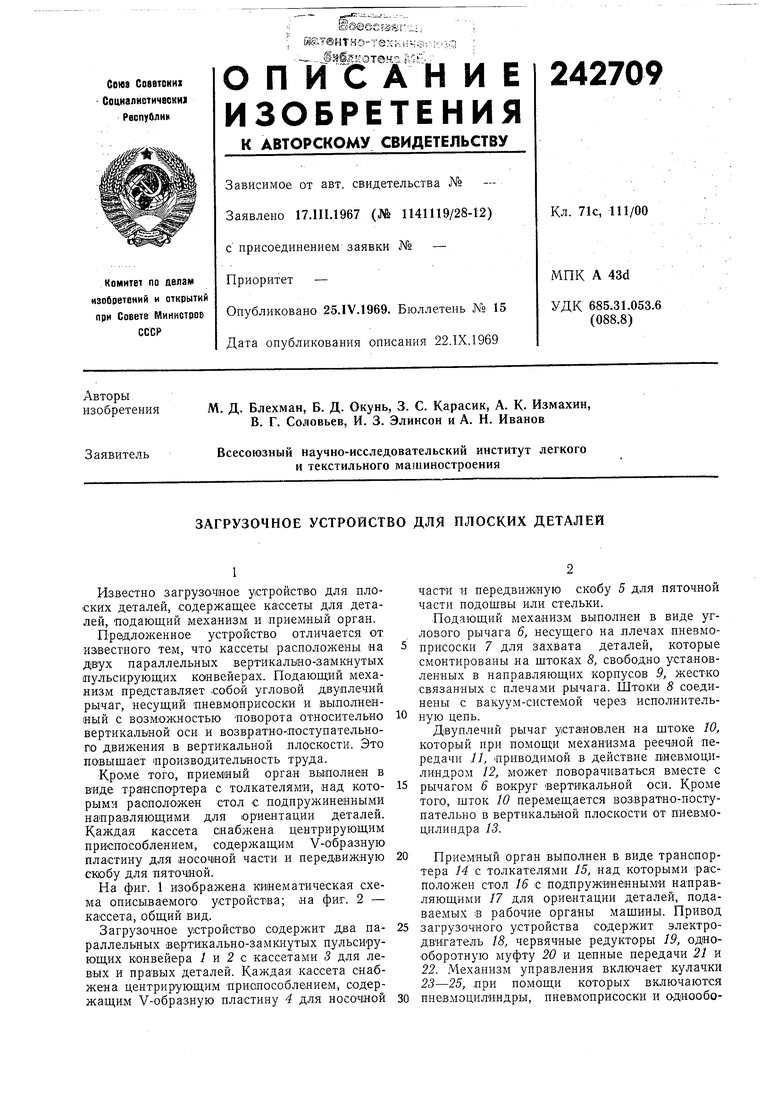
| название | год | авторы | номер документа |
|---|---|---|---|
| Захватное устройство | 1986 |
|
SU1400876A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ НА КОЛОДКЕ ЗАГОТОВКИ ОБУВИ, ЦЕНТРИРОВАНИЯ И ПРИКЛЕИВАНИЯ ПОДОШВ | 1969 |
|
SU251408A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ КОЛОДКИ В ОБУВЬ, ФОРМОВАНИЯ И СУШКИ ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 1965 |
|
SU170329A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| ПОЛУАВТОМАТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ СЛЕДА ОБУВИ | 1968 |
|
SU211359A1 |
| Установка для формования сшитого чулка заготовки обуви | 1957 |
|
SU111677A1 |