Известен двухдвигательный электропривод прокатных станов, система регулирования которого имеет регулятор тока нагрузки одного из двигателей, причем на входе регулятора производится сравнение токов нагрузки двигателей.
Использование электропривода в стане по основному авт. св. N° 202851 приводит к скручиванию прокатываемого тела.
В предлагаемом изобретении, с целью обеспечения прокатки без скручивания прокатываемого тела, система регулирования двухдвигательного привода имеет регулятор тока нагрузки одного из двигателей, например двигателя головки, па входе которого производится сравнение токов нагрузки двигателей, причем к этому же входу подключены элементы установки, регулируемые вручную и компенсирующие воздействие на регулятор составляющих токов, пропорциональиых потерям в планетарной передаче стана.
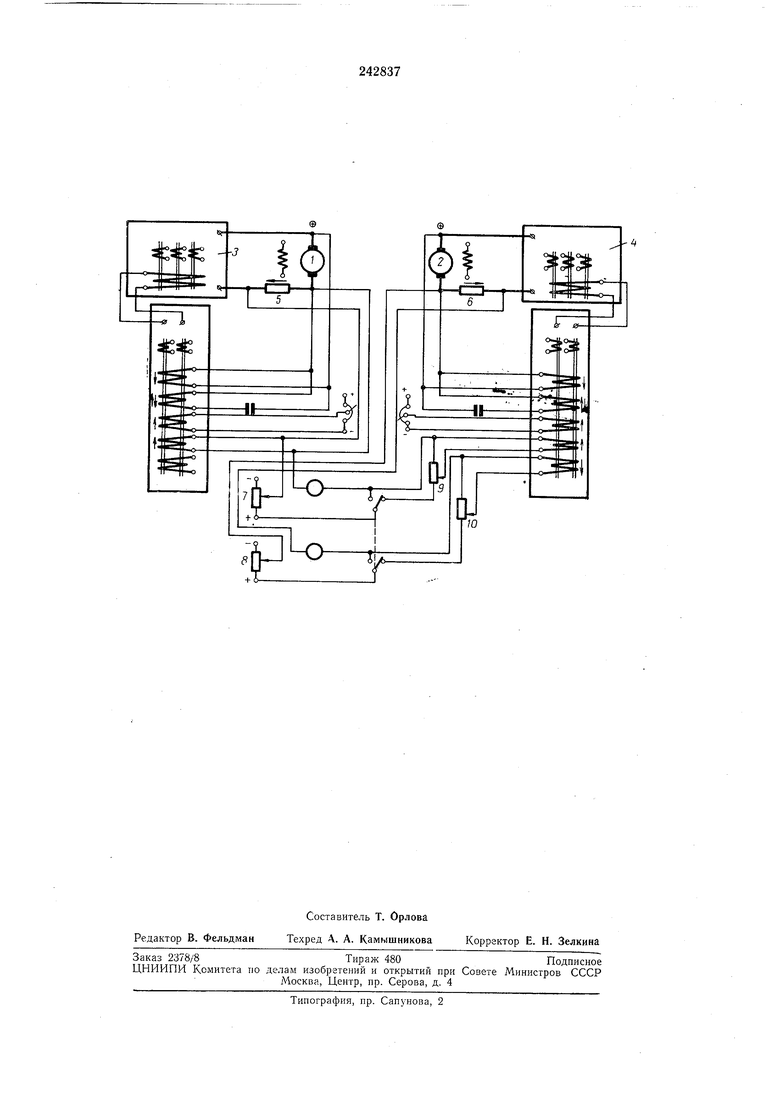
Иа чертеже представлена принципиальная схема электропривода стана. Головку и валики стана ириводят в движение двигатели / и 2, питающиеся от регулируемых блоков 3 и 4. На вход блока 4 включены датчики тока 5 и 6 и регулируемые вручную потенциометры 7-10.
метру компенсируется воздействие на регулятор составляющих токов холостого хода, а с помощью потенциометров 9 и 10-на регулятор составляющих токов, пропорциональных потерям при прокатке.
В процессе прокатки блок 3 обеспечивает работу двигателя / на фиксированной скорости, а блок 4 работает в режиме регулятора тока двигателя 2 и обеспечивает равенство моментов нагрузки на головке и валках, необходимое для прокатки без скручивания прокатываемого тела.
Иредмет изобретения
Стан для планетарной поперечно-винтовом прокатки тел вращения по авт. св. № 202851, отличающийся тем, что, с целью обеспечении прокатки без скруч-ивания прокатываемого тела, система регулирования двухдвигательного привода имеет регулятор тока нагрузки одного из двигателей, например двигателя головки, на входе которого производится сравнение токов нагрузки двигателей, причем к этому же входу подключены элементы установки, регулируемые вручную и компенсирующие воздействие на регулятор составляющих токов, пропорциональных потерям в планетарной передаче стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования скорости качания кристаллизатора машины непрерывного литья заготовок | 1980 |
|
SU969444A1 |
| Двухдвигательный электропривод | 1988 |
|
SU1552337A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Устройство регулирования размеров готового проката на непрерывном сортопроволочном стане | 1975 |
|
SU555929A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| АВТОМАТИЗИРОВАННЫЙ ЭЛЕКТРОПРИВОД ПРОКАТНОГО СТАНА | 2013 |
|
RU2544483C1 |
| Устройство управления электроприводом обжимного реверсивного прокатного стана | 1976 |
|
SU671890A1 |
| Устройство регулирования размеровпРОКАТА | 1977 |
|
SU839638A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ | 2010 |
|
RU2437731C1 |