Изобретение относится к металлургии, а точнее к непрерывному литью металлов.
Изобретение наиболее эффективно может быть использовано на машинах непрерывного литья заготовок (МНЛЗ ), работающих самостоятельно или в составе литейно-прокатных агрегатов,.содержащих, планетарный стан.
Известно устройство для управления электроприводом кристаллизатора МНЛЗ, где благодаря применению преобразователя угла поворота эксцентрика в гармонический сигнал, введеншо нуль-орагна и делительного блсжа, расширяются возможности регулирования времени залечивания корочки слитка при ходе кристаллизатора вниз.
Однако при внешних периодических воздействиях, например гармонических, на кристаллизатор или на литую заготовку в виде вибрации с частотой до 50 Гц, средств, содержащихся в устройстве, недостаточно, так как процесс литья становится неустойчивым.
Наиболее близким к изобретению по технической сущности является устройстов регулирования скорости качания кристаллизатора. Это устройство содержит двига-тель механизма качания кристаллизатора, регулируемый источник питания двигателя и систему автоматического управления, построенную по принципу подчиненного регулирования с регуляторами тока, скорости и каналом задания скорости, связанным со скоростью вытягивания слиткаСз}.
Такое построение устройства, регулирования скорости качания кристалли10затора получило широкое применение на действующих и проектируемых МНЛЗ.
Однако при качании кристаллизатора имеют место его дополнительные гармонические, колебания от вибратора и гармонические колебания литой заготовки, например при прокатке в планетарном стане, то описанные известные устройства регулирования скорости качания кристаллизатора не обеспечивают 20 устойчивой работы МНЛЗ из-за прорывов жидкого металла.
Цель изобретения - повышение надежности работы МНЛЗ за счет исключения прорывов жидкого металла.
25
Изобретение позволяет произвести совмещение процесса литья с прокаткой литой заготовки в планетарнсад стане.
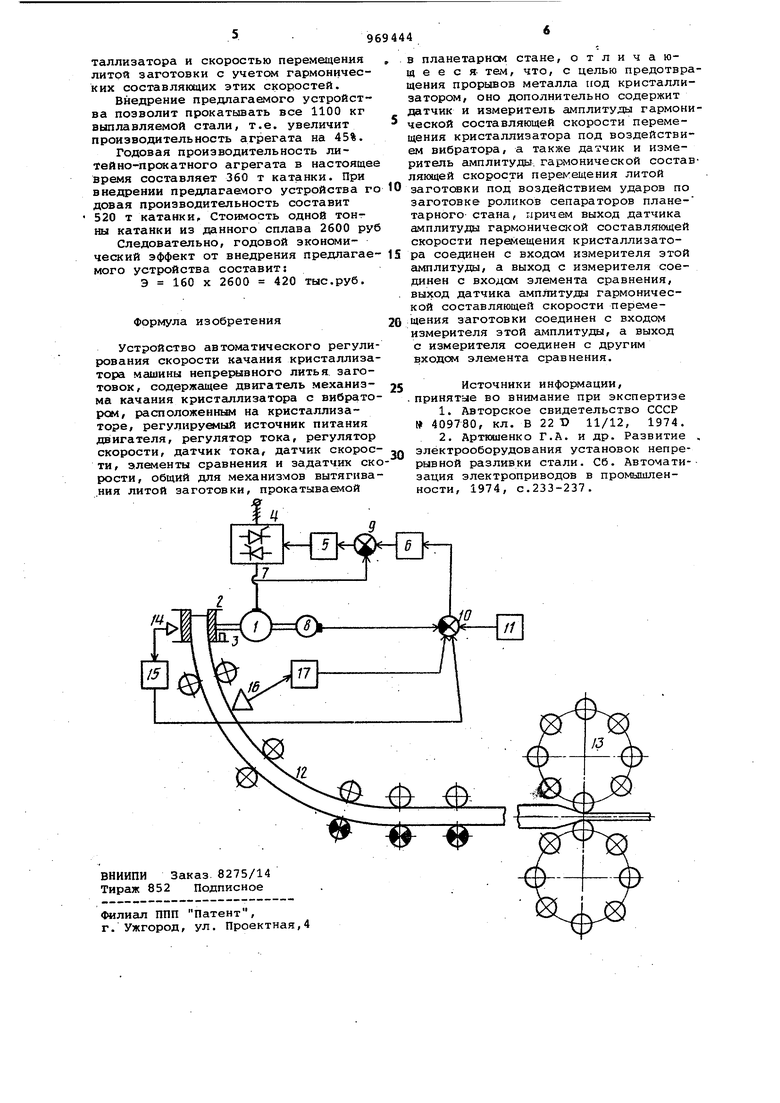
Поставленная цель достигается тем, что устройство системы автоматическо30 гдрегулирования скорости качания кристёшлизатора машины непрерывного литья заготовок, содержащее двигатель механизма качания кристаллизатора с вибратором, расположенным на кристал лизаторе, регулируемый источник питания двигателя и систему автоМатического управления построенную по принципу подчиненного регулирования с регуляторами тока и скорости (ЭДС) датчиками тек а и скорости, элементами сравнения и задатчиком скороети, общего для механизмов вытягивания литой заготовки, которая прокатывается в планетарном стане, дополнительно содержит датчик и измеритель амплитуды гармонической соетавляющей скорости перемеа1ения кристаллизатора под воздействием вибрато ра, а также датчик и измеритель амплитуды гармонической составляющей скорости перемещения литой заготовки под воздействием ударов по заготовке роликов сепараторов планетарного стана, причем-выход датчика амплитуды гармонической составляющей скорости перемещения крис таллизатора соединен с входом измери теля этой амплитуды, а выход с изме рителя соединен с входом элемента сравнения, выход датчика амплитуды гармонической составляющей скорости перемещения заготовки соединен с входом измерителя этой амплитуды, а выход с измерителя соединен с други входом элемента сравнения. На чертеже изображена блок-схема устройства автоматического управлен качанием кристаллизатора МНЛЗ. Устройство автоматического управ ления качанием кристаллизатора маши ны непрерывного литья заготовок сое тоит из двигателя 1 механизма качен кристаллизатора 2 с расположенным на нем вибратором 3, регулируемого источника 4 питания двигателя, системы автоматического управления построенной по принципу подчиненног регулирования с регулято1Х)м 5 тока, регулятором б скорости, датчиком 7 тока и датчиком 8 скорости, элементами 9 и 10 сравнения и задатЧИК1ЭМ 11 скорости, общим для меха низмов вытягивания литой заготовки 12, прокатываемой в планетарном ста не 13 и двух дополнительных каналой коррекции частоты качания кристалли затора 2. Первый канал содержит дат чик 14 и измеритель 15 амплитуды гармонической составляющей скорости перемещения кристаллизатора 2 под воздействием вибратора 3, второй канал содержит датчик 16 и изме ритель 17 амплитуды гармонической составляющей скорости перемещения литой заготовки 12 под воздействием удароа по заготовке роликов сепараторов планетарного стана 13, выходы измерителей 15 и 17 соединена с входами элемента 10 сравнения. Устройство работает следующим образом. В процессе литья кристаллизатор 2 совершает возвратно-качательное движение со скоростью определяемой сигналом с выхода общего задатчика 11 скорости, который задается в определенном соотношении со скоростью вытягивания литой заготовки 12. При работе вибратора 3 дополнительно к основному перемещению от двигателя1 кристаллизатор 2 совершает гармонические перемещения с частотой работы вибратора. При этом скорость перемещения кристаллизатора 2 под воздействием вибратора 3 складывается со скоростью основного перемещения от двигателя 1 и ее амплитудные значения при ходе кристаллизатора вверх увеличиваются, а при ходе вниз - уменьшаются. С помощью датчика 14 и измерителя 15 производится измерение и выделение амплитуды гармонической составляющей скорости перемещения кристаллизатора 2 при ходе вниз под воздействием вибратора 3. Этот сигнал с выхода измерителя 15 поступает через элемент 10 срав нения на вход регулятора б скорости и суммируется с сигналом с выхода общего задатчика 11 скорости. При этом скорость качания кристаллизатора 2 от двигателя 1 увеличивается, обеспечивая определённое соотношение между амплитудой скорости качания кристаллизатора и скоростью вытягивания литой заготовки. Бели имеет место совместная работа МНЛЗ и планетарного стана 13, то с помощью датчика 16 и измерителя 17 производится измерение амплитуды гармонической составляющей скорости перет ещения литой заготовки 12 в направлении вытягивания под воздействием ударов роликов сепаратЪров планетарного стана 13. Здесь также, как и при работе вибратора нарушается соотношение между гилплитудным значением cjcopocTH качания кристаллизатора и скоростью литой заготовки. Поэтому сигнал с выхода измерителя 17 поступает через элемент 10 сравнени;| . на вход регулятора 6 суммируется е еигналом от общего задатчика 11 скорости и обеспечивает увеличение частоты качания кристаллизатора 2. Таким образом, частота качания .кристаллизатора корректируется автоматически при наличии вибраций кристаллизатора или/и при гармонических колебаниях литой заготовки при ударах по ней роликов сепараторов планетарного стана. При этом обеспечивается поддержание определенного соотношения между скоростью качания кристаллизатора и скоростью перемещения ЛИТОЙ заготовки с учетом гармонических составляющих этих скоростей. Внедрение предлагаемого устройства позволит прокатЕлвать все 1100 кг выплавляемой стали, т.е. увеличит производительность агрегата на 45%. Годовая производительность литейно-прокатного агрегата в настояще время составляет 360 т катанки. При внедрении предлагаемого устройства г довая производительность составит 520 т катанки. Стоимость одной тонны катанки из данного сплава 2600 ру Следовательно, годовой экономический эффект от внедрения предлагае мого устройства составит; Э 160 X 2600 420 тыс.руб. Формула изобретения Устройство автоматического регули рования скорости качания кристаллиза тора машины непрерывного литья, заготовок, содержащее двигатель механизма качания кристаллизатора с вибрато ром, расположенным на кристаллизаторе, регулируемый источник питания двигателя, регулятор тока, регулятор скорости, датчик тока, датчик скорос ти, элементы сравнения и задатчик ск рости, общий для механизмов вытягива ния литой заготовки, прокатываемой в планетарном стане, отличающееся- тем, что, с целью предотвращения прорывов металла под кристаллизатором, оно дополнительно содержит датчик и измеритель амплитуды гармонической составляющей скорости перемещения кристаллизатора под воздействием вибратора, а также датчик и измеритель амплитуды, гармонической составлякмцей скорости пepe eщeния литой заготовки под воздействием ударов по заготовке роликов сепараторов планетарного- стана, причем выход датчика амплитуды гармонической составляющей скорости перемещения кристаллизатора соединен с входам измерителя этой амплитуды, а выход с измерителя соединен с входом элемента сравнения, выход датчика амплитуды гармонической составляющей скорости перемещения заготовки соединен с входом измерителя этой амплитуды, а выход с измерителя соединен с другим входсм элемента сравнения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 409780, кл. В 22 D 11/12, 1974. 2.Артюшенко Г.А. и др. Развитие , электрооборудования установок непрерывной разливки стали. Сб. Автоматы-зация электроприводов в промышленности, 1974, с.233-237.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия | 1979 |
|
SU884843A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Способ управления качанием кристаллизатора машины непрерывного литья заготовок | 1982 |
|
SU1097441A1 |
| Способ автоматического контроля состояния роликов опорной зоны машины непрерывного литья заготовок и устройство для его осуществления | 1988 |
|
SU1523248A1 |
| Устройство для автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок | 1980 |
|
SU869947A1 |
| Способ управления машиной непрерывного литья заготовок дорнового типа и устройство для его осуществления | 1988 |
|
SU1576229A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
