со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной электрической обработки | 1984 |
|
SU1261759A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Электрододержатель для электрохимической обработки | 1976 |
|
SU680846A1 |
| Электроискровой станок для обработки микродеталей | 1987 |
|
SU1495034A1 |
| Устройство для электрохимической чистовой обработки | 1980 |
|
SU917989A2 |
| Устройство для электрохимического хонингования | 1980 |
|
SU946874A1 |
Изобретение относится к машиностроению, а именно к размерной электрохимической обработке металлов, и может быть использовано для закрепления деталей, обрабатываемых в камере. Цель изобретения - повышение производительности процесса и точности обработки Устройство состоит из базовой плиты 1, камеры 2, электродо- держателя 3 с электродом-инструментом 4 и индикаторной скобы 5 Камера 2 установлена с возможностью ее осевого перемещения на электрододержателе 3. в котором выполнены продольные пазы 12 с размещенными в них концами винтов 13. Внутренняя полость камеры 2 снабжена профильным буртиком и кольцевой выточкой с прижимным гибким элементом. Индикаторная скоба 5, установленная на пальце 9, штыре 19 и цилиндрическом хвостовике 20 электрододержателя 3, образует узел угловой коррекции положения профиля электрода-инструмента 4 относительно базовых элементов профиля обрабатываемой детали 11 Зил
Изобретение относится к машиностроению, к размерной электрохимической обработке металлов и может быть использовано для закрепления деталей, обрататываемых в камерах.
Цель изобретения - повышение производительности процесса и точности обработки
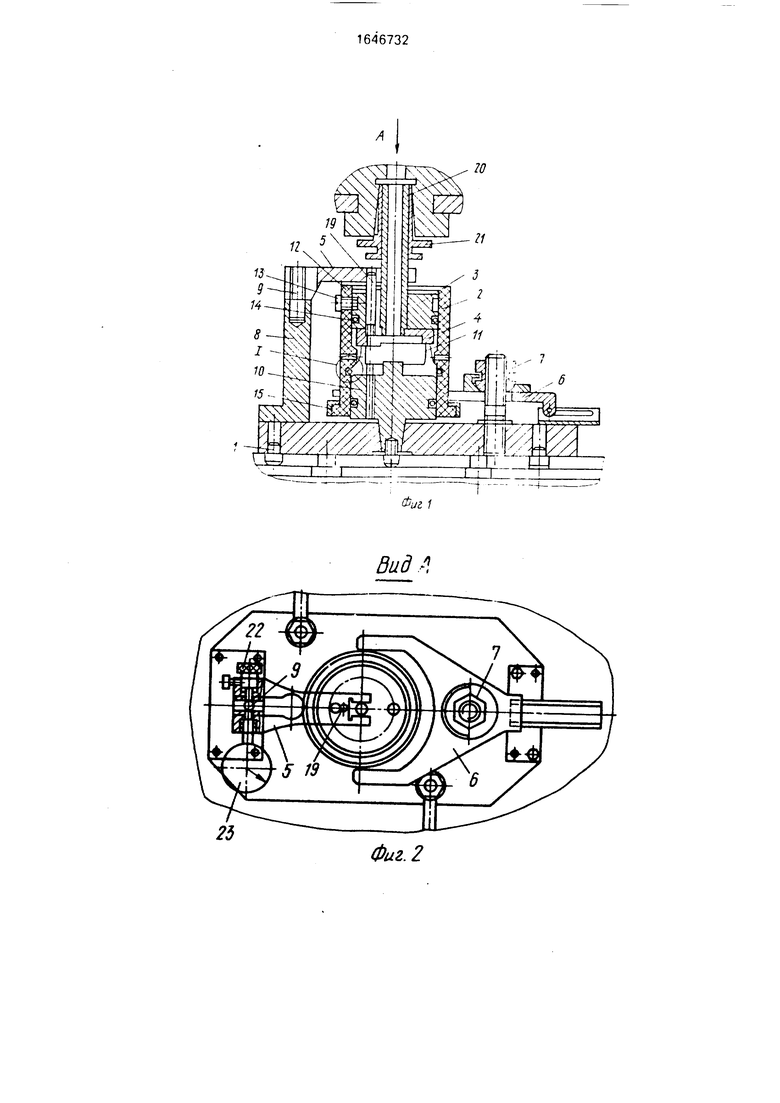
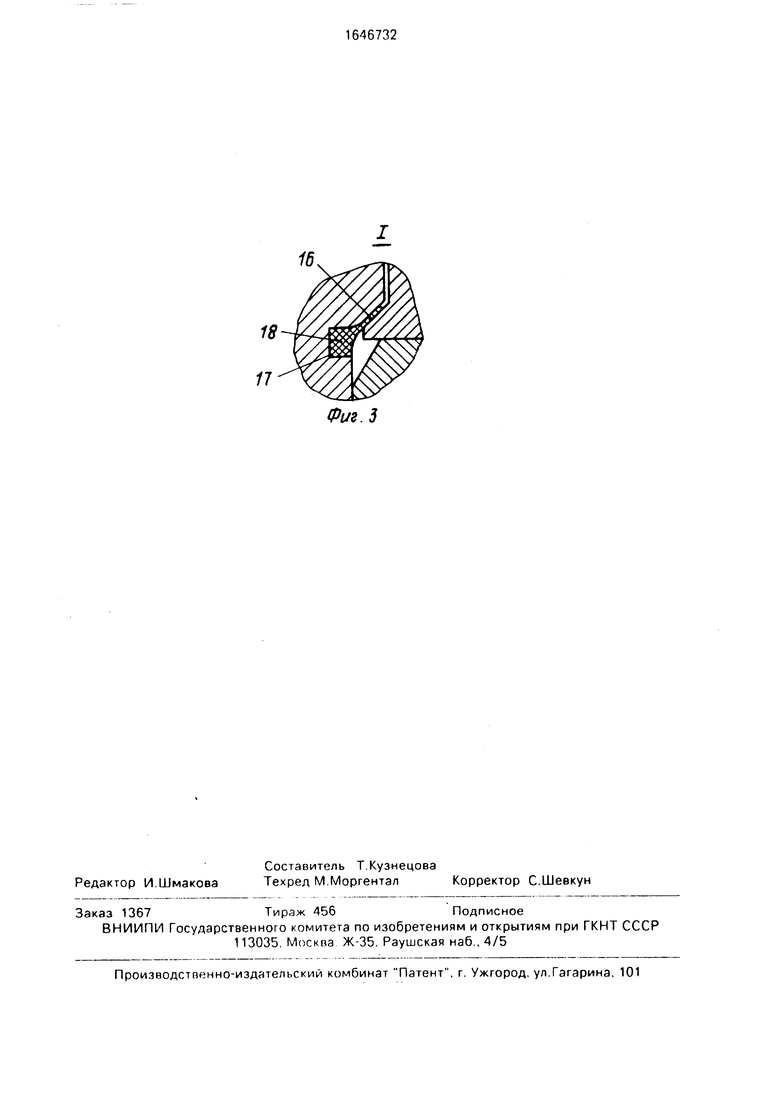
На фиг. 1 изображено устройство, общий вид; на фиг 2 - вид А на фиг, 1, на фиг. 3 - узел I на фиг 1
Устройство состоит из базовой плиты 1, камеры 2, электрододержателя 3 с электродом-инструментом 4 и индикаторной скобы 5. На,базовой плите 1 установлены быстро- съемный прихват б с гайкой 7. стойка 8 с пальцем 9, центрирующая вставка 10 с обрабатываемой деталью 11
Электрододержатель 3 снабжен продольными пазами 12, а камера 2 - винтами 13, концы которых расположены в пазах 12.
В кольцевой канавке электрододержателя установлено уплотнительное кольцо 14 Камера 2 выполнена с наружной отбор- товкой 15, а ее внутренняя полость снабжена профильным буртиком 16 и кольцевой выточкой 17, в которой расположен прижимной гибкий элемент 18 Электрод-инструмент 4 закреплен на электрододержателе 3 ориентировано относительно штыря 19, установленного в электрододержателе 3, который своим цилиндрическим хвостовиком 20 закрепляется в шпинделе станка при помощи цанги 21 с гайкой, Индикаторная скоба выполнена трехступенчатой и установлена на пальце 9, штыре 19 и хвостовике 20, при этом третья ступень снабжена
О
сь 1 со го
регулировочным винтом 22 и соосно с ним расположенным- индикатором 23. Указанные элементы образуют узел угловой коррекцииположенияпрофиляэлектрода-инструмента 4 относительно профиля обрабатываемой детали 11.
Устройство работает следующим образом.
Обрабатываемая деталь 11 устанавливается на центрирующую вставку 10 базовой плиты 1 ориентировано относительно ее оси. Затем деталь 11 вводится в камеру 2 до соприкосновения с прижимным гибким элементом 18. Предварительно настроечная на ноль по эталону индикаторная скоба одним своим концом устанавливается на цилиндрический хвостовик 20 и штырь 19 электроде держателя 3, а другой ее конец за счет углового разворота электрододержате- ля 3 совмещается с пальцем 9 стойки 8. При этом индикатор 23 должен показывать нулевое положение. Затем с помощью регулиро- вочного винта 22 вводится угловая коррекция элекрода-инструмента 4 в соответствии с фактическим отклонением его профиля от базового элемента. После этого закрепляется электрододержатель в шпинделе станка при помощи цанги 21 с гайкой, а индикатор 23 выставляется в нулевое положение. С помощью быстросъемного прихвата б с гайкой 7 посредством его взаимодействия с отбортовкой 15 камеры 2 производится закрепление обрабатываемой детали 11. При этом профильный буртик 16 через прижимной гибкий элемент 18 фиксирует деталь 11, а также обеспечивает одновременно герметизацию верхней полости камеры совместно с уплотнительным
кольцом. Затем через центральное отверстие электрододержателя 3 подается элект- ролит, а обрабатываемой детали 11 совместно с камерой 2 сообщается рабочий
ход. Продольные пазы 12 обеспечивают осевое перемещение камеры 2 относительно оси электрододержателя 3. По результатам замера фактического отклонения профиля обрабатываемой детали 11 вводится угливая коррекция электрода-инструмента 4 для всей партии обрабатываемых деталей. По окончании обработки камера 2 после снятия быстросъемного прихвата 6 остается в верхнем положении с электрододержателем 3
за счет винтов 13, концы которых расположены в продольных пазах 12. Готовая деталь снимается с центрирующей вставки 10, затем устанавливается последующая и производится электрохимическая обработка.
Индикаторная скоба 5 используется только при настройке по первой детали. Формула изобретения Устройство для электрохимической об- рг.боткч,содержащее базовую плиту, камеру
с прижимным элементом, электрододержатель, отличающееся тем. что, с целью повышения производительности процесса и точности обработки, оно снабжено узлом угловой коррекции, выполненным в виде
стойки с пальцем и индикаторной скобы, опирающейся на этот палец, на штырь, установленный на электроде, и хвснтовик электрододержателя, а камера установлена с возможностью ее осевого перемэщения
на электрододеражтеле и снабжена профильным буртиком с упругим элементом, предназначенным для взаимодействия с заготовкой.
01
I; ew
2ez.9fr9l
Фиг. 3
| КАМЕРА ДЛЯ ЭЛЕКТРОХИЛШЧЕСКОП ОБРАБОТКИ | 1970 |
|
SU430979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
